
Волоконный лазер. Принцип работы и области применения

Лазеры существуют уже давно, но их использование в коммерческих целях началось совсем недавно. Инженерам потребовалось некоторое время, чтобы усилить возможности лазеров до такой степени, чтобы они могли конкурировать с традиционными методами производства с точки зрения стоимости, времени и простоты использования.
Например, технология волоконного лазера была впервые разработана еще в 60-х годах. В то время эта технология все еще находилась в зачаточном состоянии. Только в 1990-х он стал пригодным для коммерческого использования. С тех пор технология прошла долгий путь с точки зрения ее применения и эффективности. В 60-х годах можно было генерировать всего несколько десятков милливатт, сегодня у нас есть волоконные лазеры, которые могут генерировать более 1000 ватт с надежными конечными характеристиками.
В этой статье мы обсудим, как работает волоконный лазер, где он используется и почему он часто является оптимальным выбором по сравнению с альтернативами. Но сначала давайте разберемся, что это такое.
Что такое волоконный лазер?
Волоконный лазер — это тип твердотельных лазеров, в которых в качестве активной усиливающей среды используются оптические волокна. В этих лазерах волокно из силикатного или фосфатного стекла поглощает необработанный свет от лазерных диодов накачки и преобразует его в лазерный луч с определенной длиной волны.
Для этого оптическое волокно легируют. Легирование относится к практике подмешивания редкоземельного элемента в волокно. Используя различные легирующие элементы, можно создавать лазерные лучи с широким диапазоном длин волн.
Некоторые распространенные легирующие элементы в порядке возрастания длины волны излучения: неодим (780–1100 нм), иттербий (1000–1100 нм), празеодим (1300 нм), эрбий (1460–1640 нм), тулий (1900–250 нм), гольмий (2025–2200 нм). ) и диспрозия (2600-3400 нм).
Из-за такого широкого диапазона производимых длин волн волоконные лазеры идеально подходят для различных применений, таких как лазерная резка, текстурирование, очистка, гравировка, сверление, маркировка и сварка. Это также позволяет волоконным лазерам найти применение во многих различных секторах, таких как медицина, оборона, телекоммуникации, автомобилестроение, спектроскопия, электротехника, производство и транспорт.
Как работает волоконный лазер
Волоконный лазер назван в честь его активной усиливающей среды, которая представляет собой оптическое волокно. Любой волоконный лазерный станок, который производит хорошо коллимированный мощный лазер, делает это в пять основных этапов. Вот они:
- Создание света накачки
- Сбор и перемещение по оптоволокну
- Свет накачки проходит через оптическое волокно
- Стимулированное излучение в резонаторе лазера
- Усиление необработанного лазерного света в лазерный луч
Создание света накачки
Именно здесь энергия лазерного луча поступает в систему. В волоконных лазерах мы используем электричество в качестве источника энергии. Диоды, известные как лазерные диоды накачки, преобразуют электрическую энергию в энергию света. В высококачественных диодах преобразование является надежным и эффективным и производит световую энергию только с определенной длиной волны.
Между прочим, некачественные лазерные диоды были одним из основных препятствий, сдерживавших развитие лазерной техники около 3 десятилетий.
В большинстве случаев этот свет накачки или луч накачки создается по частям несколькими лазерными диодами, а затем соединяется с оптоволоконным кабелем. Например, есть лазерные установки мощностью 20 Вт, которые объединяют свет накачки от 11 лазерных диодов в оптоволоконном кабеле.
Объединение и перемещение по оптоволокну
Ответвитель объединяет свет от нескольких лазерных диодов в один. Этот ответвитель является частью оптического волокна. Он имеет несколько точек входа с одной стороны, каждая из которых подключается к волокну от отдельного лазерного диода.
С другой стороны есть единственная точка выхода, которая соединяется с основным волокном. Как только весь свет собран, он направляется в лазерную среду или усиливающую среду.
Свет накачки проходит через оптическое волокно
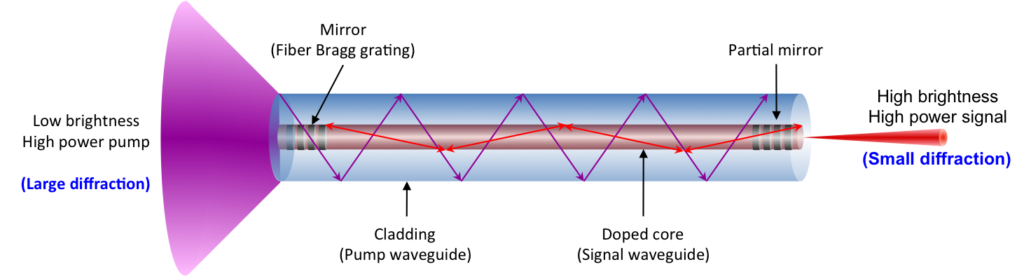
На следующем этапе свет лазерного диода проходит через оптическое волокно в лазерную среду. Волокно состоит из двух основных компонентов: сердцевины и оболочки. Сердцевина изготовлена из кварцевого стекла и обеспечивает путь для света. Она покрыта оболочкой. Когда свет достигает оболочки, весь он отражается обратно в сердцевину.
Волоконные лазеры неизбежно теряют часть мощности из-за тепла, но отличное соотношение площади поверхности к объему способствует эффективному рассеиванию тепла, что приводит к очень небольшому износу, связанному с нагревом.
При дальнейшем прохождении через оптическое волокно свет в конце концов достигает легированной части волокна. Эта часть известна как лазерный резонатор.
Стимулированное излучение в резонаторе лазера
Когда свет лазерного диода достигает легированного волокна, он поражает атомы редкоземельного элемента и возбуждает его электроны до более высокого энергетического уровня. Со временем это приводит к инверсии населенностей, необходимой для производства стандартного лазера.
Инверсия населенностей в лазере относится к состоянию усиливающей среды, в котором большее количество электронов находится в возбужденном состоянии по сравнению с теми, которые не находятся в возбужденном состоянии. Это называется инверсией населенностей, потому что это противоположно нормальному состоянию, когда только несколько атомов имеют возбужденные электроны.
Когда некоторые из этих электронов естественным образом падают на более низкие энергетические уровни, они испускают фотоны только определенной длины волны. Эти фотоны взаимодействуют с другими возбужденными электронами, побуждая их излучать подобные фотоны и возвращаться на исходные более низкие энергетические уровни. Это физический процесс «стимулированного излучения», который является частью аббревиатуры LASER (Light Amplification by Stimulated Emission of Radiation).
Электроны, которые возвращаются в исходное расслабленное состояние, повторно возбуждаются светом, поступающим от диодов накачки. В конце концов, процесс достигает равновесия между возбужденными и расслабленными электронами, давая нам постоянный поток необработанного лазерного света. Этот свет необходимо усовершенствовать, чтобы использовать его в различных приложениях.
Усиление необработанного лазерного света в лазерный луч
Прежде чем использовать необработанный лазерный свет из легированного волокна, его необходимо сначала укрепить. В волоконных лазерах это делается с помощью волоконных решеток Брэгга (ВБР). Эти решетки заменяют обычные диэлектрические зеркала, действуя как зеркала с различной отражательной способностью.
Свет скачет туда-сюда между решеткой Брэгга. Часть лазерного излучения проходит в одном направлении, а оставшийся свет отражается в резонатор лазера. Та часть, которая проходит через решетку, становится лазерным лучом. Затем этот луч проходит через генератор (а иногда и сумматор) для улучшения когерентности, а затем доставляется на выходе.
Применение волоконного лазера
Благодаря широкому диапазону возможных выходных мощностей волоконные лазеры эффективно используются во многих различных приложениях. Вот некоторые из них:
Лазерная маркировка
Как правило, волоконные лазеры, легированные иттербием, с длиной волны излучения 1064 нм считаются идеальными для лазерной маркировки. Эти лазеры могут наносить на пластик и металл стойкие высококонтрастные метки. OEM-производителям, а также поставщикам требуются машины для лазерной маркировки для идентификации деталей, таких как штрих-коды, логотипы или другие тексты.
Эти машины могут быть ручными или автоматизированными и могут быть адаптированы для выполнения коротких производственных циклов. Помимо маркировки, волоконно-лазерное оборудование может использоваться для отжига, травления и гравировки.
Лазерная чистка
Волоконные лазеры могут эффективно очищать металлические поверхности от краски, окислов, ржавчины и т. д. Этот процесс известен как лазерная очистка. Процесс может быть автоматизирован и адаптирован под различные параметры производственной линии.
Лазерная сварка
Еще одним важным применением этих лазеров являются услуги по сварке . Волоконно-лазерная сварка является одной из самых многообещающих технологий, которая быстро завоевывает рынок благодаря различным преимуществам, которые предлагает этот процесс. Лазерная сварка обеспечивает более высокие скорости, большую точность, меньшую деформацию, более высокое качество и эффективность по сравнению с традиционными методами.
Лазерная резка
Лазерная резка является одной из наиболее изученных областей применения волоконного лазера. Он может обрабатывать сложные разрезы с впечатляющим качеством кромки. Это делает его оптимальным для деталей с жесткими допусками. Его применение растет среди производителей благодаря длинному списку преимуществ. Давайте посмотрим, что это такое, в следующем разделе.
Преимущества волоконной лазерной резки
По сравнению с другими типами лазеров волоконный лазер имеет несколько характеристик, которые делают его идеальным для более широкого коммерческого использования. Мы разделили эти преимущества на четыре категории:
Преимущества процесса
- Повышенная стабильность
- Высокая эффективность
- Превосходное качество луча
- Простая интеграция
- Бесконтактный процесс
- Более высокие скорости (хотя CO2-лазеры режут быстрее по прямой)
- Безопаснее, так как луч поглощается быстрее, предотвращая повреждение отражения
Экономические выгоды
- Более рентабельный в долгосрочной перспективе
- Высокая энергоэффективность (~75%, для CO2-лазеров ~20%)
- Снижение потерь
- Снижение энергопотребления
- Уменьшенная квалификация оператора
- Низкие эксплуатационные расходы
Преимущества оборудования
- Масштабируемость
- Универсальность в различных отраслях
- Более компактный с меньшей занимаемой площадью
- Долгий срок службы
- Отсутствие периодической перенастройки зеркал
- Сокращение времени настройки и простоев
- Исключены затраты на инструмент
Преимущества качества деталей
- Меньшее тепловое повреждение деталей
- Разнообразие материалов
- Лучшее качество кромки
- Более низкие остаточные напряжения
- Снижение загрязнения деталей


