
G-код на токарный станок HAAS

G-код на токарный станок HAAS
G00 Позиционирование с ускоренным перемещением
G-код на токарный станок HAAS
* B — команда движения по оси B
* C — команда движения по оси C
* U — команда пошагового движения по оси X
* W — команда пошагового движения по оси Z
* X — команда абсолютного движения по оси X
* Y — абсолютная по оси Y команда движения
* Z — Команда абсолютного движения по оси Z
* E — Необязательный код для указания скорости блока в процентах.
* необязательная команда
Этот G-код используется для перемещения осей станка с максимальной скоростью. Он в основном используется для быстрого позиционирования станка в заданной точке перед каждой командой подачи (резки). Этот G-код является модальным, поэтому блок с G00 заставляет все последующие блоки выполнять быстрые движения, пока не будет задано другое режущее движение.
| ПРИМЕЧАНИЕ | Как правило, быстрое движение не будет по прямой линии. Каждая указанная ось перемещается с одинаковой скоростью, но все оси не обязательно завершат свое движение одновременно. Машина будет ждать завершения всех движений перед запуском следующей команды. |
G01 Перемещение с линейной интерполяцией
G-код на токарный станок HAAS
F — Скорость подачи
* B — Команда движения по оси B
* C — Команда движения по оси C
* U — Команда пошагового движения по оси X
* W — Команда пошагового движения по оси Z
* X — Команда абсолютного движения по оси X
* Y — Команда абсолютного перемещения по оси Y
* Z — Команда абсолютного перемещения по оси Z
* A — Необязательный угол перемещения (используется только с одним из X, Z, U, W )
* I— Снятие фаски по оси X от Z до X (знак значения не имеет, только для поворотов на 90 градусов)
* K — Снятие фаски по оси Z от X до Z (знак значения не имеет, только для поворотов на 90 градусов)
* ,C — Расстояние от центра пересечения, где начинается фаска (знак не имеет значения, можно делать фаски на линиях, отличных от 90 градусов)
* ,R / R — Радиус скругления или дуги (знак не имеет значения)
Этот G-код обеспечивает прямолинейное (линейное) движение от точки к точке. Движение может происходить по 1 или более осям. Вы можете управлять G01 с 3 или более осями. Все оси начнут и закончат движение одновременно. Скорость всех осей регулируется таким образом, чтобы заданная скорость подачи достигалась на фактическом пути. Также можно управлять осью C, и это обеспечит винтовое (спиральное) движение. Скорость подачи по оси C зависит от настройки диаметра оси C (настройка 102) для создания винтового движения. Команда адреса F (скорости подачи) является модальной и может быть указана в предыдущем кадре. Перемещаются только указанные оси.
Пример скругления углов и снятия фаски
Блок снятия фаски или блок скругления углов можно автоматически вставить между двумя блоками линейной интерполяции, указав ,C (снятие фаски) или ,R (скругление углов).
| ПРИМЕЧАНИЕ | Обе эти переменные используют символ запятой (,) перед переменной. |
После начального блока должен быть конечный блок линейной интерполяции ( может вмешаться пауза G04 ). Эти два блока линейной интерполяции задают теоретический угол пересечения. Если в начальном блоке указано ,C (запятая C), значение после C представляет собой расстояние от угла пересечения, где начинается фаска, а также расстояние от того же угла, где фаска заканчивается. Если в начальном блоке указано ,R(запятая R) значение после R представляет собой радиус окружности, касательной к углу в двух точках: начале вставленного блока дуги скругления угла и конечной точке этой дуги. Могут быть последовательные кадры с заданной фаской или скруглением углов. Должно быть движение по двум осям, заданным выбранной плоскостью (активная плоскость XY ( G17 ), XZ ( G18 ) или YZ ( G19 ). Для снятия фаски только под углом 90 можно заменить значение I или K, где ,C используется.снятие фаски

%o60011 (G01 ФАСКИ);
(G54 X0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 - режущий инструмент для наружного диаметра);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G50 S1000 (ограничить скорость вращения шпинделя до 1000 об/мин);
G97 S500 M03 (CSS выкл., шпиндель включен по часовой стрелке);
G00 G54 X0 Z0.25 (быстрое перемещение в 1-е положение);
M08 (охлаждающая жидкость включена);
(НАЧАЛО ОБРАБОТКИ);
G01 Z0 F0.005 (Подача до Z0);
N5 G01 X0,50 K-0,050 (фаска 1);
G01 Z-0,5 (линейная подача до Z-0,5);
N7 G01 X0,75 K-0,050 (фаска 2);
N8 G01 Z-1.0 I0.050 (фаска 3);
N9 G01 X1,25 K-0,050 (фаска 4);
G01 Z-1,5 (Подача до Z-1,5);
(ЗАВЕРШЕНИЕ);
G00 X1.5 M09 (быстрый отвод, охлаждение отключено);
G53 X0 (Х исходное положение);
G53 Z0 M05 (Z исходное положение, шпиндель выключен);
M30 (Конец программы);
%Этот синтаксис G-кода автоматически включает фаску 45 или радиус угла между двумя блоками линейной интерполяции, которые пересекают прямой угол (90 градусов).
Синтаксис снятия фаски G01 X(U) x Kk;G01 Z(W) z Ii;
Синтаксис скругления углов G01 X(U) x Rr;G01 Z(W) z Rr;
Адреса:
I = снятие фаски, от Z до X
K = снятие фаски, от X до Z
R = скругление углов (направление оси X или Z)
Заметки:
- Инкрементное программирование возможно, если вместо X или Z указано U или W соответственно. X(текущая позиция + i) = UiZ(текущая позиция + k) = WkX(текущая позиция + r) = UrZ(текущая позиция + r) = Wr
- Текущее положение оси X или Z добавляется к приращению.
- I, K и R всегда определяют значение радиуса (запрограммированное значение радиуса).
Код снятия фаски от Z до X: [A] снятие фаски, [B] код/пример, [C] перемещение.
![Код снятия фаски от Z до X: [A] снятие фаски, [B] код/пример, [C] перемещение.](https://cnc-maniac.ru/wp-content/uploads/2022/11/Kod-snyatiya-faski-ot-Z-do-X-A-snyatie-faski-B-kod-primer-C-peremeshhenie.png)
Код снятия фаски от X до Z: [A] снятие фаски, [B] код/пример, [C] перемещение.

Код скругления углов от Z до X: [A] Скругление углов, [B] Код/пример, [C] Перемещение.
![Код скругления углов от Z до X: [A] Скругление углов, [B] Код/пример, [C] Перемещение.](https://cnc-maniac.ru/wp-content/uploads/2022/11/Kod-skrugleniya-uglov-ot-Z-do-X-A-Skruglenie-uglov-B-Kod-primer-C-Peremeshhenie..png)
Код скругления углов от X до Z: [A] Скругление углов, [B] Код/пример, [C] Перемещение.
![Код скругления углов от X до Z: [A] Скругление углов, [B] Код/пример, [C] Перемещение.](https://cnc-maniac.ru/wp-content/uploads/2022/11/Kod-skrugleniya-uglov-ot-X-do-Z-A-Skruglenie-uglov-B-Kod-primer-C-Peremeshhenie..png)
Правила:
- Используйте адрес K только с адресом X(U). Используйте адрес I только с адресом Z(W).
- Используйте адрес R либо с X(U), либо с Z(W), но не с обоими в одном блоке.
- Не используйте I и K вместе в одном блоке. При использовании адреса R не используйте I или K.
- Следующий блок должен быть еще одним линейным перемещением, перпендикулярным предыдущему.
- Автоматическое снятие фаски или скругление углов нельзя использовать в цикле нарезания резьбы или в стандартном цикле.
- Фаска или радиус угла должны быть достаточно малы, чтобы поместиться между пересекающимися линиями.
- Используйте только одно перемещение по оси X или Z в линейном режиме ( G01 ) для снятия фаски или скругления углов.
G01 Снятие фаски с помощью A
При указании угла ( A ) задайте движение только по одной из других осей (X или Z), другая ось рассчитывается на основе угла.G01 Снятие фаски с помощью A: [1] Подача, [2] Ускорение, [3] Начальная точка, [4] Конечная точка.

%o60012 (G01 СНЯТИЕ ФАСКИ С 'A');
(G54 X0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 - режущий инструмент для наружного диаметра);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G50 S1000 (ограничить скорость вращения шпинделя до 1000 об/мин);
G97 S500 M03 (CSS выкл., шпиндель включен по часовой стрелке);G00 G54 Х4. Z0.1 (Быстро очистить позицию);M08 (охлаждающая жидкость включена);X0 (Быстро к центру диаметра);
(НАЧАЛО ОБРАБОТКИ);
G01 Z0 F0.01 (Подача к торцу);
G01 Х4. (позиция 3);
Х5. А150. (позиция 4);
З-2. (Подача к задней части детали);
(ЗАВЕРШЕНИЕ);
G00 Х6. M09 (быстрый отво, подача СОЖ выключена);
G53 X0 (Х исходное положение);
G53 Z0 M05 (Z исходное положение, шпиндель выключен);
M30 (Конец программы);
%| ПРИМЕЧАНИЕ | А-30 = А150; А-45 = А135 |
При указании угла ( A ) задайте движение только по одной из других осей (X или Z), другая ось рассчитывается на основе угла.
![G01 Снятие фаски с помощью A: [1] Подача, [2] Ускорение, [3] Начальная точка, [4] Конечная точка.](https://cnc-maniac.ru/wp-content/uploads/2022/11/G01-Snyatie-faski-s-pomoshhju-A-1-Podacha-2-Uskorenie-3-Nachalnaya-tochka-4-Konechnaya-tochka..png)
%o60012 (G01 СНЯТИЕ ФАСКИ С 'A');
(G54 X0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 - режущий инструмент для наружного диаметра);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G50 S1000 (ограничить скорость вращения шпинделя до 1000 об/мин);
G97 S500 M03 (CSS выкл., шпиндель включен по часовой стрелке);
G00 G54 Х4. Z0.1 (Быстро очистить позицию);
M08 (охлаждающая жидкость включена);
X0 (Быстро к центру диаметра);
(НАЧНАЛО ОБРАБОТКИ);
G01 Z0 F0.01 (Подача к торцу);
G01 Х4. (позиция 3);
Х5. А150. (позиция 4);
З-2. (Подача к задней части детали);
(ЗАВЕРШЕНИЕ);
G00 Х6. M09 (быстрый отвод, подача СОЖ выключена);
G53 X0 (Х исходное положение);
G53 Z0 M05 (Z исходное положение, шпиндель выключен);
M30 (Конец программы);
%| ПРИМЕЧАНИЕ | А-30 = А150; А-45 = А135 |
G02/G03 Перемещение с круговой интерполяцией.
G-код на токарный станок HAAS
F — Скорость подачи
* I — Расстояние по оси X до центра окружности
* J — Расстояние по оси Y до центра окружности
* K — Расстояние по оси Z до центра окружности
* R — Радиус дуги
* U — X — команда пошагового движения по оси
* W — команда пошагового движения по оси Z
* X — команда абсолютного движения по оси X
* Y — команда абсолютного движения по оси Y
* Z — команда абсолютного движения по оси Z
* необязательный параметр
Эти G-коды используются для указания кругового движения (по часовой стрелке или против часовой стрелки) линейных осей (круговое движение возможно по осям X и Z, выбранным с помощью G18 ). Значения X и Z используются для указания конечной точки движения и могут использовать либо абсолютное ( X и Z ), либо пошаговое движение ( U и W ). Если X или Z не указаны, конечная точка дуги совпадает с начальной точкой этой оси. Есть два способа указать центр кругового движения; первый использует I или Kуказать расстояние от начальной точки до центра дуги; второй использует R для указания радиуса дуги.
Информацию о плоскостном фрезеровании G17 и G19 см. в разделе «Приводной инструмент».
Программы

G02 и G03

R используется для указания радиуса дуги. При положительном значении R элемент управления будет генерировать путь в 180 градусов или меньше; чтобы сгенерировать радиус более 180 градусов, укажите отрицательное значение R. X или Z требуется для указания конечной точки, если она отличается от начальной точки.
Следующие линии пересекают дугу менее 180 градусов:
G01 X3.0 Z4.0;G02 Z-3.0 R5.0;
G02 Дуга с использованием радиуса

I и K используются для указания центра дуги. Когда используются I и K, R нельзя использовать. I или K — это расстояние со знаком от начальной точки до центра круга. Если указан только один из I или K, другой считается равным нулю.
G02 Определенные X и Z: [1] Пуск.

G04 Задержка
G-код на токарный станок HAAS
P — время задержки в секундах или миллисекундах
| ПРИМЕЧАНИЕ | Значения P являются модальными. Это означает, что если вы находитесь в середине постоянного цикла и используется G04 Pnn или M97 Pnn, значение P будет использоваться для задержки/подпрограммы, а также для постоянного цикла. |
G04 определяет задержку или паузу в программе. Блок с задержкой G04 на время, указанное адресным кодом P. Например:
G04 P10.0.;
Задерживает программу на 10 секунд.
| ПРИМЕЧАНИЕ | G04 P10. выдержка 10 секунд; G04 P10 — задержка в 10 миллисекунд. Убедитесь, что вы правильно используете десятичные точки, чтобы указать правильное время задержки. |
G09 Точный останов
G-код на токарный станок HAAS
Код G09 используется для указания остановки управляемых осей. Он влияет только на блок, в котором она задана. Он не модальный и не влияет на блоки, следующие за блоком, в котором он задан. Машина движется с замедлением до запрограммированной точки, прежде чем система управления обработает следующую команду.
G10 Задать коррекции
G-код на токарный станок HAAS
G10 позволяет вам устанавливать смещения внутри программы. G10 заменяет ручной ввод смещения (т. е. длины и диаметра инструмента и смещения рабочей координаты).
L — выбирает категорию смещения.
- L2 Начало координат работы для COMMON и G54-G59
- L10 Геометрия или смещение смещения
- L1 или L11 Износ инструмента
- L20 Начало вспомогательной рабочей координаты для G110-G129
P — выбирает конкретное смещение.
- P1 — P50 — Базовая геометрия, износ или рабочие смещения ( L10 — L11 )
- P0 — Ссылки ОБЩАЯ рабочая координата смещения (L2)
- P1 — P6 — G54 — G59 ссылаются на рабочие координаты ( L2 )
- P1 — P20 G110 — G129 ссылается на вспомогательные координаты ( L20 )
- P1 — P99 G154 P1 — P99 опорная вспомогательная координата ( L20 )
Q — Направление вершины инструмента
R — Радиус вершины инструмента
* U — Величина приращения, которую необходимо добавить к смещению по оси X
* W — Величина приращения, которую следует добавить к смещению по оси Z
* X — Смещение по оси X
* Z — Z- смещение оси
* необязательный параметр
G14 Замена вторичного шпинделя / G15 Отмена
G-код на токарный станок HAAS
G14 заставляет вторичный шпиндель стать первичным шпинделем, так что вторичный шпиндель реагирует на команды, обычно используемые для главного шпинделя. Например, M03, M04, M05 и M19 влияют на вторичный шпиндель, а M143, M144, M145 и M119 (команды вторичного шпинделя) вызывают аварийный сигнал.
| ПРИМЕЧАНИЕ | Все вспомогательные инструменты шпинделя должны быть сняты с детали, чтобы задать смещения инструмента, когда включена компенсация вершины инструмента G14 и G41 / G42. Шаблон VPS Manual Measure или Automatic Measure VPS использовать нельзя. Проверка токарных инструментов вторичного шпинделя при включенных G14 и G41/G42 может привести к сбою станка. Направление режущей кромки инструмента для каждого вспомогательного шпиндельного инструмента должно быть обратным по оси Z. Пример: если Направление вершины для токарного инструмента с наружным диаметром вторичного шпинделя имеет значение Направление вершины 4. Направление вершины, выбранное в Смещении инструмента, должно быть Направление вершины 3. |
| ПРИМЕЧАНИЕ | G50 ограничивает скорость вторичного шпинделя, а G96 устанавливает значение скорости поверхности вторичного шпинделя. Эти G-коды регулируют скорость вторичного шпинделя при движении по оси X. G01 Подача на оборот Подача на основе вторичного шпинделя. |
G14 автоматически активирует зеркальное отображение по оси Z. Если ось Z уже отражена (настройка 47 или G101 ), функция отражения отменяется.
G14 отменяется rкомандой G15, M30 и в конце программы или при нажатии [RESET].
Плоскость G17 XY / Плоскость G18 XZ / Плоскость G19 YZ
G-код на токарный станок HAAS
Этот код определяет плоскость, в которой выполняется движение траектории инструмента. Программирование компенсации радиуса вершины инструмента G41 или G42 применяет компенсацию режущей кромки радиуса инструмента в плоскости G17, независимо от того, активна G112 или нет. Дополнительные сведения см. в разделе «Компенсация режущего инструмента» в разделе «Программирование». Коды выбора плоскости являются модальными и действуют до тех пор, пока не будет выбрана другая плоскость.
Выбор плоскости G17, G18 и G19

Формат программы с компенсацией вершины инструмента:
G17 G01 X_ Y_ F_;
G40 G01 X_ Y_ I_ J_ F_;G20/G21 Выбор дюймовых/метрических едениц измерения
G-код на токарный станок HAAS
Используйте коды G20 (дюймы) и G21 (мм), чтобы убедиться, что выбор дюймов/мм установлен правильно для программы. Используйте настройку 9 для выбора между дюймовым и метрическим программированием. G20 в программе вызывает сигнал тревоги, если настройка 9 не установлена на дюймы.
G28 Возврат в точку начала координат станка
G-код на токарный станок HAAS
Код G28 возвращает все оси ( X, Y, Z, B и C ) одновременно в нулевое положение станка, если в строке G28 не указана ось.
В качестве альтернативы, когда в строке G28 указано одно или несколько местоположений осей , G28 переместится в указанные местоположения, а затем в нулевую точку станка. Это называется контрольной точкой G29; она автоматически сохраняется для дополнительного использования в G29.
G28 X0 Z0 (перемещается на X0 Z0 в текущей рабочей системе координат, затем на нулевую точку станка);
G28 Х1. Z1. (перемещается к X1. Z1. в текущей рабочей системе координат, затем к нулевой точке станка);
G28 U0 W0 (перемещается непосредственно к нулевой точке станка, поскольку начальное пошаговое перемещение равно нулю);
G28 У-1. W-1 (перемещается с приращением -1 по каждой оси, затем к нулю станка);G29 Возврат из опорной точки.
G-код на токарный станок HAAS
G29 перемещает оси в определенное положение. Оси, выбранные в этом блоке, перемещаются в опорную точку G29, сохраненную в G28 , а затем перемещаются в место, указанное в команде G29.
G31 Функция пропуска
G-код на токарный станок HAAS
(Этот G-код является необязательным и требует датчика.)
Этот G-код используется для записи измеренного местоположения в макропеременную.
| ПРИМЕЧАНИЕ | Включите щуп перед использованием G31. |
F — скорость подачи в дюймах (мм) в минуту
* U — команда пошагового движения по оси X
* V — команда пошагового движения по оси Y
* W — команда пошагового движения по оси Z
X — команда абсолютного движения по оси X
Y — команда абсолютного движения по оси Y
Z — команда абсолютного движения по оси Z
C — команда абсолютного движения по оси C
* необязательный параметр
Этот G-код перемещает запрограммированные оси, ожидая сигнала от измерительного щупа (сигнал пропуска). Указанное перемещение запускается и продолжается до тех пор, пока не будет достигнута позиция или датчик не получит сигнал пропуска. Если датчик получает сигнал пропуска во время движения G31, система управления издает звуковой сигнал, и положение сигнала пропуска записывается в макропеременные. Затем программа выполняет следующую строку кода. Если щуп не получает сигнал пропуска во время движения G31, система управления не подает звуковой сигнал, положение сигнала пропуска записывается в конце запрограммированного движения, и программа продолжается.
Макропеременные с #5061 по #5066 предназначены для хранения положений сигнала пропуска для каждой оси. Дополнительные сведения об этих переменных сигнала пропуска см. в разделе «Макросы» в разделе «Программирование».
Не используйте компенсацию на инструмент ( G41 или G42 ) с G31.
G32 Нарезание резьбы
G-код на токарный станок HAAS
F — скорость подачи в дюймах (мм) в минуту
Q — угол начала резьбы (дополнительно).
U/W — команда инкрементального позиционирования по осям X/Z. (Инкрементальные значения глубины резьбы задаются пользователем)
X/Z — команда абсолютного позиционирования по осям X/Z. (Значения глубины резьбы задаются пользователем)
| ПРИМЕЧАНИЕ | Скорость подачи эквивалентна шагу резьбы. Необходимо указать движение хотя бы по одной оси. Коническая резьба имеет шаг как по X, так и по Z. В этом случае установите скорость подачи на больший из двух шагов. G99 (подача на оборот) должна быть активна. |
G32 Определение шага (скорости подачи): [1] Цилиндрическая резьба, [2] Коническая резьба.
![G32 Определение шага (скорости подачи): [1] Цилиндрическая резьба, [2] Коническая резьба.](https://cnc-maniac.ru/wp-content/uploads/2022/11/G32-Opredelenie-shaga-skorosti-podachi-1-Cilindricheskaya-rezba-2-Konicheskaya-rezba..png)
G32 отличается от других циклов нарезания резьбы тем, что конусность и/или шаг могут непрерывно изменяться по всей резьбе. Кроме того, в конце операции нарезания резьбы не выполняется автоматический возврат позиции.
В первой строке блока кода G32 подача оси синхронизируется с сигналом вращения энкодера шпинделя. Эта синхронизация остается в силе для каждой строки в последовательности G32. Можно отменить G32 и вызвать его без потери первоначальной синхронизации. Это означает, что несколько проходов будут точно следовать предыдущей траектории инструмента. (Фактическое число оборотов шпинделя должно быть точно таким же между проходами).
| ПРИМЕЧАНИЕ | Остановка одиночного кадра и остановка подачи откладываются до последней строки последовательности G32. Переопределение скорости подачи игнорируется, пока активна G32, фактическая скорость подачи всегда будет равна 100% от запрограммированной скорости подачи. M23 и M24 не влияют на операцию G32, при необходимости пользователь должен запрограммировать снятие фаски. G32 нельзя использовать с какими-либо постоянными циклами G-кода (например, G71). Не изменяйте скорость вращения шпинделя во время нарезания резьбы. |
| ОСТОРОЖНО! | G32 модальный. Всегда отменяйте G32 другим G-кодом группы 01 в конце операции нарезания резьбы. (G-коды группы 01: G00, G01, G02, G03, G32, G90, G92 и G94. |
Цикл нарезания от конусной до прямой резьбы

| ПРИМЕЧАНИЕ | Пример только для справки. Обычно для нарезания фактической резьбы требуется несколько проходов. |
%o60321 (НАРЕЗАНИЕ РЕЗЬБЫ G32 С КОНУСОМ);
(G54 X0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 - инструмент с резьбой по внешнему диаметру);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G50 S1000 (ограничить скорость вращения шпинделя до 1000 об/мин);
G97 S500 M03 (CSS выкл., шпиндель включен по часовой стрелке);
N1 G00 G54 X0.25 Z0.1 (быстрое перемещение в 1-е положение);
M08 (охлаждающая жидкость включена);
(НАЧАЛО ОБРАБОТКИ);
N2 G32 Z-0,26 F0,065 (прямая резьба, шаг = 0,065);
N3 X0,455 Z-0,585 (с переходом на коническую резьбу);
N4 Z-0,9425 (переход к прямой резьбе);
N5 X0,655 Z-1,0425 (отвод под углом 45 градусов);
(ЗАВЕРШЕНИЕ);
N6 G00 X1.2 M09 (быстрый отвод, охлаждение отключено);
G53 X0 (Х исходное положение);
G53 Z0 M05 (Z исходное положение, шпиндель выключен);
M30 (Конец программы);
%G40 Отмена коррекции вершины инструмента
G-код на токарный станок HAAS
* X — X Абсолютное местоположение точки отвода по оси
* Z — Z Абсолютное местоположение точки отвода по оси
* U — Приращение расстояния по оси X до точки отвода
* W — Приращение оси Z до цели отвода
*необязательный параметр
G40 отменяет G41 или G42. Программирование Txx00 также отменяет компенсацию вершины инструмента. Отменить компенсацию вершины инструмента до окончания программы.
Вылет инструмента обычно не соответствует точке на детали. Во многих случаях может произойти перерезка или подрезка.
G40 Отмена ЧПУ: [1] Перерез.
![G40 Отмена ЧПУ: [1] Перерез.](https://cnc-maniac.ru/wp-content/uploads/2022/11/G40-Otmena-ChPU-1-Pererez..png)
G41/G42 Коррекция вершины инструмента (КВИ)
G-код на токарный станок HAAS
G41 или G42 выберет компенсацию вершины инструмента. G41 перемещает инструмент влево от запрограммированной траектории, чтобы компенсировать размер инструмента, и наоборот для G42. Коррекция инструмента должна быть выбрана с кодом Tnnxx. где xx соответствует смещениям, которые должны использоваться с инструментом. Дополнительную информацию см. в разделе «Компенсация вершины инструмента» в разделе «Эксплуатация».

G43 Коррекция на длину инструмента + (сложение)
G-код на токарный станок HAAS
Код G43 выбирает компенсацию длины инструмента в положительном направлении; длина инструмента на странице смещений добавляется к заданному положению оси.
| ПРИМЕЧАНИЕ | Начиная с версии программного обеспечения NGC 100.21.000.1100, поведение смещения длины инструмента было изменено на станках Haas следующим образом: По умолчанию смещения длины инструмента теперь будут применяться всегда, за исключением случаев, когда используется смещение G49/H00 (фрезерный станок) или Txx00 (токарный станок) указывается явно. На фрезерных станках, когда происходит смена инструмента, коррекция длины инструмента автоматически обновляется в соответствии с новым инструментом. Текущее смещение длины инструмента и код группы фрезерных станков 8 теперь будут сохраняться при включении питания. |
G50 Предел скорости вращения шпинделя
G50 можно использовать для ограничения максимальной скорости шпинделя. Система управления не позволит шпинделю превысить значение адреса S, указанное в команде G50. Используется в режиме постоянной поверхностной подачи ( G96 ).
Этот код G также ограничивает вторичный шпиндель на станках серии DS.
N1G50 S3000 (Обороты шпинделя не превышают 3000 об/мин);
N2G97 M3 (Введите отмену постоянной скорости резания, шпиндель включен);| ПРИМЕЧАНИЕ | Чтобы отменить эту команду, используйте другую G50 и укажите максимальное число оборотов шпинделя для станка. |
G52 Задать локальную систему координат FANUC
G-код на токарный станок HAAS
Этот код выбирает пользовательскую систему координат.
G53 Выбор координат станка 00
G-код на токарный станок HAAS
Этот код временно отменяет смещения рабочих координат и использует систему координат станка. Этот код также игнорирует смещения инструмента.
G54-G59 Система координат №1 — №6 FANUC
G-код на токарный станок HAAS
Коды G54 — G59 представляют собой устанавливаемые пользователем системы координат, #1 — #6, для рабочих смещений. Все последующие ссылки на положения осей интерпретируются в новой системе координат. Смещения системы координат заготовки вводятся на странице отображения «Активное смещение заготовки». Дополнительные смещения см. в разделе G154 «Выбор рабочих координат P1-P99» (группа 12).
G61 Модальный точный останов
G-код на токарный станок HAAS
Код G61 используется для указания точной остановки. Быстрые и интерполированные перемещения замедляются до точной остановки перед обработкой следующего блока. При точной остановке перемещение занимает больше времени, и непрерывное движение фрезы не происходит. Это может привести к более глубокому резанию в месте остановки инструмента.
G64 Отмена точного останова G61
Код G64 отменяет точную остановку и выбирает нормальный режим резки.
G65 Опция вызова макроподпрограммы
G65 описан в разделе «Программирование макросов».
G68 Вращение
G-код на токарный станок HAAS
| Вы должны приобрести опцию Rotation and Scaling, чтобы использовать этот G-код. |
* G17, G18, G19 — Плоскость вращения, по умолчанию текущая
* X/Y, X/Z, Y/Z — Координаты центра вращения на выбранной плоскости**
* R — Угол поворота, в градусах. Трехзначное десятичное число, от -360 000 до 360 000.
* необязательный пареметр
** Обозначение осей, которое вы используете для этих адресных кодов, соответствует осям текущей плоскости. Например, в G17 (плоскость XY) вы должны использовать X и Y для указания центра вращения.
Когда вы прописываете G68, элемент управления поворачивает все значения X, Y, Z, I, J и K вокруг центра вращения на заданный угол ( R ).
Вы можете указать плоскость с помощью G17, G18 или G19 перед G68, чтобы установить плоскость оси для вращения. Например:G17 G68 Xnnn Ynnn Rnnn;
Если вы не указываете плоскость в блоке G68, система управления использует текущую активную плоскость.
Система управления всегда использует центр вращения для определения значений положения после вращения. Если вы не укажете центр вращения, элемент управления использует текущее местоположение.
G68 влияет на все соответствующие позиционные значения в блоках после команды G68. Значения в строке, содержащей команду G68, не чередуются. Поворачиваются только значения в плоскости вращения; поэтому, если G17 является текущей плоскостью вращения, команда влияет только на значения X и Y.
Положительное число (угол) в адресе R поворачивает объект против часовой стрелки.
Если вы не укажете угол поворота ( R ), то элемент управления использует значение в настройке 72.
В режиме G91 (инкрементальный) при включенной настройке 73 угол поворота изменяется на значение в R. Другими словами, каждая команда G68 изменяет угол поворота на значение, указанное в R.
Угол поворота устанавливается равным нулю в начале программы, или вы можете установить его на определенный угол с помощью G68 в режиме G90.
Вращение с компенсацией режущего инструмента:
Включите компенсацию на режущий инструмент после команды вращения. Отключите компенсацию на режущий инструмент перед отключением вращения.
G69 Отмена G68 Поворот.
G-код на токарный станок HAAS
(Этот G-код является необязательным и требует вращения и масштабирования.)
G69 отменяет режим вращения.
G70 Цикл чистовой обработки
G-код на токарный станок HAAS
Цикл чистовой обработки G70 можно использовать для чистовой обработки траекторий, черновой обработки с циклами съема припуска, такими как G71, G72 и G73.
P — номер начального блока выполняемой процедуры
Q — номер конечного блока выполняемой процедуры
ПРИМЕЧАНИЕ | Значения P являются модальными. Это означает, что если вы находитесь в середине постоянного цикла и используется G04 Pnn или M97 Pnn, значение P будет использоваться для задержки/подпрограммы, а также для постоянного цикла. |
Плоскость G18 ZX должна быть активна
G70 Завершающий цикл: [P] Начальный кадр, [Q] Конечный кадр.
![G70 Завершающий цикл: [P] Начальный кадр, [Q] Конечный кадр.](https://cnc-maniac.ru/wp-content/uploads/2022/11/G70-Zavershajushhij-cikl-P-Nachalnyj-kadr-Q-Konechnyj-kadr..png)
%G71 P10 Q50 F.012 (грубая обработка пути от N10 до N50);
N10;
F0.014;
...;
N50;
...;
G70 P10 Q50 (конечный путь определяется N10 до N50);
%Цикл G70 похож на локальный вызов подпрограммы. Однако G70 требует, чтобы был указан номер начального блока ( код P ) и номер конечного блока ( код Q ).
Цикл G70 обычно используется после выполнения G71, G72 или G73 с использованием блоков, заданных P и Q. Любые коды F, S или T с блоком PQ являются эффективными. После выполнения блока Q выполняется быстрое перемещение ( G00 ), возвращающее станок в исходное положение, которое было сохранено до запуска G70. Затем программа возвращается к блоку, следующему за вызовом G70. Подпрограмма в PQ допустима при условии, что подпрограмма не содержит блока с кодом N, соответствующим коду Q, заданному вызовом G70. Эта функция несовместима с элементами управления FANUC.
После G70 будет выполняться блок, следующий за G70, а не блок с N -кодом, соответствующим Q — коду, указанному вызовом G70.
G71 Цикл съема припуска по внешнему/внутреннему диаметру
G-код на токарный станок HAAS
* D — Глубина резания для каждого прохода удаления припуска, положительный радиус (используется только при использовании одного блока, обозначение G71)
* F — Скорость подачи в дюймах (мм) в минуту ( G98 ) или на оборот ( G99 ) для использования во всем G71 PQ блок
* I — размер по оси X и направление припуска на черновой проход G71, радиус
* K — размер по оси Z и направление припуска на черновой проход G71
P — номер начального блока пути к черновому
Q — номер конечного кадра пути к черновому
* S — скорость шпинделя для использования G71 PQ
* T — Инструмент и смещение для использования во всем блоке G71 PQ
* U — Размер по оси X и направление припуска на чистовую обработку G71, диаметр
* W — Размер по оси Z и направление припуска на чистовую обработку G71
*необязательный параметр
Плоскость G18 ZX должна быть активной.
| ПРИМЕЧАНИЕ | Значения P являются модальными. Это означает, что если вы находитесь в середине постоянного цикла и используется G04 Pnn или M97 Pnn, значение P будет использоваться для задержки/подпрограммы, а также для постоянного цикла. |
G71 Удаление припуска: [1] Настройка 287, [2] Начальная позиция, [3] Зазорная плоскость оси Z, [4] Припуск на чистовую обработку, [5] Припуск на черновую обработку, [6] Запрограммированная траектория.

Этот постоянный цикл выполняет черновую обработку материала на детали, придавая ей форму готовой детали. Определите форму детали, запрограммировав траекторию готового инструмента, а затем используйте блок G71 PQ. Любые команды F, S или T в строке G71 или действующие во время G71 используются в цикле черновой обработки G71. Обычно для завершения формы используется вызов G70 того же определения блока PQ.
Два типа траекторий обработки адресуются с помощью команды G71. Первый тип траектории (Тип 1) — это когда ось X запрограммированной траектории не меняет направление. Второй тип пути (Тип 2) позволяет оси X изменять направление. Как для Типа 1, так и для Типа 2 запрограммированный путь оси Z не может изменить направление. Если блок P содержит только положение оси X, то предполагается черновая обработка Типа 1. Если блок P содержит положение как по оси X, так и по оси Z, предполагается черновая обработка типа 2.
| ПРИМЕЧАНИЕ | Положение оси Z, указанное в блоке P для указания черновой обработки Типа 2, не должно вызывать движение оси. Вы можете использовать текущее положение оси Z. На Рисунке G71 Пример удаления припуска по внешнему/внутреннему диаметру типа 2 блок P1 (обозначенный комментарием в скобках) содержит ту же позицию по оси Z, что и блок начальной позиции G00 выше. |
Любой из четырех квадрантов плоскости XZ можно разрезать, правильно указав адресные коды D, I, K, U и W.
На рисунках начальная позиция S — это позиция инструмента во время вызова G71. Зазорная плоскость Z [3] получается из начального положения оси Z и суммы W и дополнительного припуска на чистовую обработку K.

Детали Типа I
Когда программист задает тип I, предполагается, что траектория инструмента по оси X не изменяется во время резания. Местоположение оси X каждого чернового прохода определяется путем применения значения, указанного в D, к текущему местоположению X. Характер перемещения по плоскости Z для каждого чернового прохода определяется G-кодом в блоке P. Если блок P содержит код G00, то движение по плоскости Z является ускоренным режимом. Если блок P содержит G01, то перемещение будет происходить со скоростью подачи G71.
Каждый черновой проход останавливается до того, как он пересечет запрограммированную траекторию инструмента, что позволяет выполнять как черновые, так и чистовые припуски. Затем инструмент отводится от материала под углом 45 градусов. Затем инструмент перемещается в ускоренном режиме к плоскости зазора по оси Z.
Когда черновая обработка завершена, инструмент перемещается по траектории инструмента, чтобы очистить черновой проход. Если указаны I и K, выполняется дополнительный черновой проход параллельно траектории инструмента.
Детали Типа II
Когда программист задает тип II, траектория PQ по оси X может изменяться (например, траектория инструмента по оси X может изменить направление).
Путь PQ по оси X не должен превышать исходное начальное положение. Единственным исключением является конечный блок Q.
Тип II должен иметь опорное перемещение как по осям X, так и по оси Z в блоке, заданном P.
Черновая обработка аналогична типу I, за исключением того, что после каждого прохода по оси Z инструмент будет следовать траектории, заданной параметром PQ. Инструмент будет отведен параллельно оси X. Метод черновой обработки Типа II не оставляет ступенек на детали перед чистовой обработкой и обычно приводит к более качественной чистовой обработке.
G72 Цикл снятия припуска торцевой поверхности
G-code на токарный станок HAAS
Первый блок (используется только при использовании двухкадрового обозначения G72)
* W — Глубина резания для каждого прохода удаления припуска, положительный радиус
* R — Высота отвода для каждого прохода удаления припуска
Второй блок
* D — Глубина резания для каждого прохода удаления припуска съем припуска, положительный радиус (используется только при использовании обозначения G72 в первом блоке)
* F — скорость подачи в дюймах (мм) в минуту ( G98 ) или за оборот ( G99 ) для использования во всем блоке G71 PQ
* I — размер и направление оси X припуска на черновой проход G72, радиус
* K— Размер оси Z и направление припуска на черновой проход G72
P — Номер начального кадра пути к черновому
Q — Номер конечного кадра пути к черновому
* S — Скорость шпинделя для использования во всем блоке G72 PQ
* T — Инструмент и смещение для использования во всем Блок G72 PQ
* U — размер по оси X и направление припуска на чистовую обработку G72, диаметр
* W — размер по оси Z и направление припуска на чистовую обработку G72
* необязательный параметр
Плоскость G18 ZX должна быть активной.
2 Пример программирования блока G72:
G72 W… R… G72 F… I… K… P… Q… S… T… U… W…
| ПРИМЕЧАНИЕ | Значения P являются модальными. Это означает, что если вы находитесь в середине постоянного цикла и используется G04 Pnn или M97 Pnn, значение P будет использоваться для задержки/подпрограммы, а также для постоянного цикла. |
G72 Пример базового G-кода: [P] Начальный кадр, [1] Начальная позиция, [Q] Конечный кадр.

%O60721 (G72 СНЯТИЕ ТОРЦЕВОЙ ЗАГОТОВКИ, ПРИМЕР 1);
(G54 X0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 — торцевой режущий инструмент);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G50 S1000 (ограничить скорость вращения шпинделя до 1000 об/мин);
G97 S500 M03 (CSS, шпиндель по часовой стрелке);
G00 G54 Х6. Z0.1 (Быстро очистить позицию);
M08 (охлаждающая жидкость включена);
G96 S200 (CSS включен);
(НАЧАЛО ОБРАБОТКИ);
G72 P1 Q2 D0.075 U0.01 W0.005 F0.012 (начало G72);
N1 G00 Z-0,65 (P1 — начало траектории);
G01 Х3. F0,006 (1-я позиция);
Z-0,3633 (удаление лицевой части);
Х1.7544 Z0. (удаление лицевой части);
Х-0,0624;N2 G00 Z0.02 (Q2 - Конечная траектория);
G70 P1 Q2 (финишный проход);
(ЗАВЕРШЕНИЕ);
G97 S500 (CSS выкл.);
G00 G53 X0 M09 (X исходное положение, охлаждающая жидкость отключена);
G53 Z0 M05 (Z исходное положение, шпиндель выключен);
M30 (Конец программы);
%
G72 Траектория инструмента: [P] Начальный блок, [1] Начальная позиция, [Q] Конечный блок.
![G72 Траектория инструмента: [P] Начальный блок, [1] Начальная позиция, [Q] Конечный блок.](https://cnc-maniac.ru/wp-content/uploads/2022/11/G72-Traektoriya-instrumenta-P-Nachalnyj-blok-1-Nachalnaya-poziciya-Q-Konechnyj-blok..png)
%O60722(G72 СНЯТИЕ ТОРЦЕВОЙ ЗАГОТОВКИ, ПРИМЕР 2);
(G54 X0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 — торцевой режущий инструмент);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G50 S1000 (ограничить скорость вращения шпинделя до 1000 об/мин);
G97 S500 M03 (CSS, шпиндель по часовой стрелке);
G00 G54 X4.05 Z0.2 (быстро в 1-е положение);
M08 (охлаждающая жидкость включена);
G96 S200 (CSS включен);(НАЧАЛО ОБРАБОТКИ);
G72 P1 Q2 U0.03 W0.03 D0.2 F0.01 (начало G72);
N1 G00 Z-1.(P1 - Начало траектории);
G01 X1.5 (линейная подача);
Х1. Z-0,75 (линейная подача);
G01 Z0 (линейная подача);
N2 X0(Q2 - Конец траектории);
G70 P1 Q2 (чистовой цикл);
(ЗАВЕРШЕНИЕ);
G97 S500 (CSS выкл.);
G00 G53 X0 M09 (X исходное положение, охлаждающая жидкость отключена);
G53 Z0 M05 (Z исходное положение, шпиндель выключен);
M30 (Конец программы);
%Этот постоянный цикл удаляет материал с, имеющей форму готовой детали. Он похож на G71, но удаляет материал вдоль поверхности детали. Определите форму детали, запрограммировав траекторию готового инструмента, а затем используйте блок G72 PQ. Любые команды F, S или T в строке G72 или действующие во время G72 используются на протяжении всего цикла черновой обработки G72. Обычно для завершения формы используется вызов G70 того же определения блока PQ.
Два типа траекторий обработки адресуются с помощью команды G72.
- Первый тип траектории (Тип 1) — это когда ось Z запрограммированной траектории не меняет направление. Второй тип пути (Тип 2) позволяет оси Z изменять направление. Как для первого, так и для второго типа запрограммированного пути ось X не может изменить направление. Если для настройки 33 установлено значение FANUC, выбирается тип 1, когда в блоке, заданном параметром P в вызове G72, имеется только движение по оси X.
- Когда движение по оси X и оси Z находится в блоке P, предполагается черновая обработка типа 2.
G72 Цикл удаления торцевого припуска: [P] Начальный блок, [1] Зазорная плоскость оси X, [2] Блок G00 в P, [3] Запрограммированная траектория, [4] Припуск на черновую обработку, [5] Припуск на чистовую обработку.

G72 состоит из черновой и чистовой фаз. Этапы черновой и чистовой обработки обрабатываются по-разному для Типа 1 и Типа 2. Как правило, фаза черновой обработки состоит из повторных проходов по оси X с заданной скоростью подачи. Фаза чистовой обработки состоит из прохода по запрограммированной траектории инструмента для удаления лишнего материала, оставшегося после фазы черновой обработки, с оставлением материала для цикла чистовой обработки G70. Завершающим движением в любом из типов является возврат в исходное положение S.
На предыдущем рисунке начальная позиция S — это позиция инструмента во время вызова G72. Зазорная плоскость X получается из начального положения оси X и суммы чистовых припусков U и дополнительного I.
Любой из четырех квадрантов плоскости XZ можно разрезать, правильно указав адресные коды I, K, U и W. На следующем рисунке показаны правильные знаки для этих адресных кодов, чтобы получить желаемую производительность в соответствующих квадрантах.
Отношения адресов G72

G73 Цикл снятия припуска по произвольной траектории
G-code на токарный станок HAAS
D — количество проходов резки, положительное целое число
F — скорость подачи в дюймах (мм) в минуту ( G98 ) или за оборот ( G99 ) для использования во всем блоке G73 PQ
I — расстояние и направление по оси X от первого прохода до последнего, радиус
K — расстояние и направление по оси Z от первого рез до последнего
P — номер начального блока пути к черновой
Q — номер конечного блока пути к черновой
* S — скорость шпинделя, используемая в блоке G73 PQ
* T — инструмент и смещение, используемые в блоке G73 PQ
* U— Размер по оси X и направление припуска на чистовую обработку G73, диаметр
* W — Размер по оси Z и направление припуска на чистовую обработку G73
* необязательный параметр
Плоскость G18 ZX должна быть активна
| ПРИМЕЧАНИЕ | Значения P являются модальными. Это означает, что если вы находитесь в середине постоянного цикла и используется G04 Pnn или M97 Pnn, значение P будет использоваться для задержки/подпрограммы, а также для постоянного цикла. |
G73 Удаление припуска по неправильной траектории: [P] Начальный кадр, [Q] Конечный кадр [1] Начальная позиция, [2] Запрограммированная траектория, [3] Припуск на чистовую обработку, [4] Припуск на черновую обработку.

Постоянный цикл G73 можно использовать для черновой обработки предварительно отформованных материалов, таких как отливки. Постоянный цикл предполагает, что материал был удален или отсутствует на определенном известном расстоянии от запрограммированной траектории инструмента PQ.
Обработка начинается с текущей позиции ( S ) и либо ускоряется, либо подается до первого чернового прохода. Характер движения подвода зависит от того, запрограммирована ли G00 или G01 в блоке P. Обработка продолжается параллельно запрограммированной траектории инструмента. Когда блок Q достигнут, выполняется быстрое перемещение в исходное положение плюс смещение для второго чернового прохода. Черновые проходы продолжаются таким образом в течение количества черновых проходов, указанного в D. После завершения последней черновой обработки инструмент возвращается в исходное положение S.
Действуют только F, S и T до или в блоке G73. Любые коды подачи ( F ), скорости шпинделя ( S ) или смены инструмента ( T ) в строках от P до Q игнорируются.
Смещение первого чернового среза определяется ( U /2 + I ) по оси X и ( W + K ) по оси Z. Каждый последующий черновой проход постепенно приближается к последнему черновому чистовому проходу на величину ( I /( D — 1)) по оси X и на величину ( K /( D -1)) по оси Z. Последний черновой рез всегда оставляет припуск на чистовой материал, указанный U /2 для оси X и W для оси Z. Этот постоянный цикл предназначен для использования с постоянным циклом чистовой обработки G70.
Запрограммированная траектория инструмента PQ не обязательно должна быть монотонной по осям X или Z, но необходимо следить за тем, чтобы существующий материал не мешал движению инструмента во время перемещений подвода и отвода.
| ПРИМЕЧАНИЕ | Монотонные кривые — это кривые, которые имеют тенденцию двигаться только в одном направлении при увеличении x. Монотонная возрастающая кривая всегда растет с увеличением x, т.е. f(a)>f(b) для всех a>b. Монотонная убывающая кривая всегда убывает с увеличением x, т.е. f(a)<f(b) для всех a>b. Такие же ограничения накладываются и на монотонные неубывающие и монотонные невозрастающие кривые. |
Значение D должно быть положительным целым числом. Если значение D включает десятичную дробь, генерируется аварийный сигнал. Четыре квадранта плоскости ZX могут быть обработаны, если используются следующие знаки для U, I, W и K.
Отношения адресов G71

G74 Цикл проточки канавок или пазов на торце
G-code на токарный станок HAAS
* D — Зазор инструмента при возврате в исходную плоскость, положительный радиус
* F — Скорость подачи
* I — Размер приращения по оси X между циклами сверления, положительный диаметр
K — Размер приращения по оси Z между циклами сверления в цикле
* U — X -ось инкрементальное расстояние от текущей позиции X перед возвратом в начальную плоскость.
W — приращение по оси Z к общей глубине сверления
X — абсолютное положение по оси X самого дальнего цикла сверления (диаметр)
Z — абсолютное положение по оси Z общая глубина сверления
*необязательный параметр
Сверление с периодическим выводом: [1] Ускоренное, [2] Подача, [3] Запрограммированная траектория, [S] Начальная позиция, [P] Отвод отвода (настройка 22).

Постоянный цикл G74 используется для нарезания канавок на торце детали, сверления с насечкой или токарной обработки.
***Предупреждение: Команда D-кода используется редко и должна использоваться только в том случае, если стенка снаружи канавки не существует, как показано на рисунке выше. Код D можно использовать при обработке канавок и точении, чтобы обеспечить смещение зазора инструмента по оси X перед возвратом по оси Z в точку зазора C. Но если обе стороны канавки существуют во время смещения, то инструмент для канавки сломается. Таким образом, вы не хотели бы использовать команду D.
Происходит как минимум два цикла клевания, если код X или U добавляется к блоку G74, а X не является текущей позицией. Один в текущем местоположении, а затем в местоположении X. Код I представляет собой инкрементальное расстояние между циклами сверления по оси X. Добавление I выполняет несколько циклов серлениия между начальной позицией S и X. Если расстояние между S и X не делится нацело на I, то последний интервал меньше I.
Когда K добавляется к блоку G74, сверление выполняется с каждым интервалом, заданным K, это быстрое перемещение в направлении, противоположном направлению подачи, на расстояние, определяемое настройкой 22. Код D можно использовать для нарезания канавок и точения, чтобы обеспечить зазор материала при возврате в исходную плоскость S.
G74 Цикл нарезания торцевых канавок: [1] Ускоренная обработка, [2] Подача, [3] Нарезка канавки.

%O60741 (G74 ТОРЦ);
(G54 X0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 — торцевой режущий инструмент);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G50 S1000 (ограничить скорость вращения шпинделя до 1000 об/мин);
G97 S500 M03 (CSS выкл., шпиндель включен по часовой стрелке);
G00 G54 Х3. Z0.1 (Быстрый переход в 1-ю позицию);
M08 (охлаждающая жидкость включена);
G96 S200 (CSS включен);
(НАЧАЛО ОБРАБОТКИ);
G74 Z-0.5 K0.1 F0.01 (Начало G74);
(ЗАВЕРШЕНИЕ);
G97 S500 (CSS выкл.);
G00 G53 X0 M09 (X исходное положение, охлаждающая жидкость отключена);
G53 Z0 M05 (Z исходное положение, шпиндель выключен);
M30 (Конец программы);
%
G74 Цикл обработки торцевых канавок (многопроходный): [1] Ускоренная обработка, [2] Подача, [3] Запрограммированная траектория, [4] Канавка.

%O60742 (G74 МНОГОПРОХОД ТОРЦА);
(G54 X0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 — торцевой режущий инструмент);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G50 S1000 (ограничить скорость вращения шпинделя до 1000 об/мин);
G97 S500 M03 (CSS выключен, шпиндель включен по часовой стрелке);
G00 G54 Х3. Z0.1 (Быстрый переход в 1-ю позицию);
M08 (охлаждающая жидкость включена);
G96 S200 (CSS включен);
(НАЧАЛО ОБРАБОТКИ);
G74 X1.75 Z-0.5 I0.2 K0.1 F0.01 (начало G74);
(НАЧАЛО ЗАВЕРШЕНИЯ БЛОКОВ);
G97 S500 (CSS выкл.);
G00 G53 X0 M09 (X исходное положение, охлаждающая жидкость отключена);
G53 Z0 M05 (Z исходное положение, шпиндель выключен);
M30 (Конец программы);
%G75 Цикл обработки наружного/внутреннего диаметра канавки
G-code на токарный станок HAAS
* D — Зазор инструмента при возврате в исходную плоскость, положительный
* F — Скорость подачи
* I — Размер приращения по оси X между циклами сверления (размер радиуса)
* K — Размер приращения по оси Z между циклами сверления
* U — Инкрементальное расстояние по оси X до общей глубины сверления
W — Инкрементальное расстояние по оси Z до самого дальнего цикла сверления
X — Абсолютное положение по оси X, общая глубина сверления (диаметр)
Z — Абсолютное положение по оси Z до самого дальнего цикла сверления
* необязательный параметр
G75 Цикл нарезания канавки по внешнему/внутреннему диаметру: [1] Быстро, [2] Подача, [S] Начальное положение.

Постоянный цикл G75 можно использовать для нарезания канавок по наружному диаметру. Когда код Z или W добавляется к блоку G75, а Z не является текущей позицией, происходит как минимум два цикла. Один в текущем местоположении, а другой в местоположении Z. Код K представляет собой инкрементальное расстояние между циклами сверления по оси Z. Добавление K выполняет несколько, равномерно расположенных канавок. Если расстояние между начальным положением и общей глубиной ( Z ) не делится без остатка на K, то последний интервал по Z меньше K.
| ПРИМЕЧАНИЕ | Зазор от стружки определяется настройкой 22. |
G75 наружный диаметр, один проход

%O60751 (ЦИКЛ НАРЕЗАНИЯ КАНАВКИ G75);
(G54 X0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 — инструмент для проточки наружного диаметра);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G50 S1000 (ограничить скорость вращения шпинделя до 1000 об/мин);
G97 S500 M03 (CSS выключен, шпиндель включен по часовой стрелке);
G00 G54 X4.1 Z0.1 (Быстрый переход в 1-е положение);
M08 (охлаждающая жидкость включена);
G96 S200 (CSS включен);
(НАЧАЛО ОБРАБОТКИ);
G01 Z-0.75 F0.05 (Подача в канавку);
G75 X3.25 I0.1 F0.01 (начало G75);
(ЗАВЕРШЕНИЕ);
G97 S500 (CSS выкл.);
G00 G53 X0 M09 (X исходное положение, охлаждающая жидкость отключена);
G53 Z0 M05 (Z исходное положение, шпиндель выключен);
M30 (Конец программы);
%Следующая программа является примером программы G75 (многопроходная):
G75 Внешний диаметр
Многократный проход: [1] Инструмент, [2] Ускоренная обработка, [3] Подача, [4] Канавка.

%O60752 (НАРУЖ. ПАЗ G75, ЦИКЛ 2);
(G54 X0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 — инструмент для проточки наружного диаметра);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G50 S1000 (ограничить скорость вращения шпинделя до 1000 об/мин);
G97 S500 M03 (CSS выключен, шпиндель включен по часовой стрелке);
G00 G54 X4.1 Z0.1 (Быстрый переход в 1-е положение);
M08 (охлаждающая жидкость включена);
G96 S200 (CSS включен);
(НАЧАЛО ОБРАБОТКИ);
G01 Z-0.75 F0.05 (Подача в канавку);
G75 X3.25 Z-1.75 I0.1 K0.2 F0.01 (начало G75);
(ЗАВЕРШЕНИЕ);
G97 S500 (CSS выкл.);
G00 G53 X0 M09 (X исходное положение, охлаждающая жидкость отключена);
G53 Z0 M05 (Z исходное положение, шпиндель выключен);
M30 (Конец программы);
%G76 Цикл нарезания резьбы, несколько проходов
G-code на токарный станок HAAS
* A — Угол вершины инструмента (значение: от 0 до 120 градусов) Не используйте десятичную точку
D — Глубина резания при первом проходе
F(E) — Скорость подачи, шаг резьбы
* I — Величина конусности резьбы, размер радиуса
K — Высота резьбы, определяет глубину резьбы, размер радиуса
* P — Обработка одной кромкой (постоянная нагрузка)
* Q — Начальный угол резьбы (без десятичной точки)
* U — Инкрементальное расстояние по оси X, от начала до максимальной глубины резьбы Диаметр
* W — Инкрементальное расстояние по оси Z, от начала до максимальной длины резьбы
* X— Абсолютное положение оси X, максимальная глубина диаметра резьбы
*Z — Абсолютное положение оси Z, максимальная длина резьбы
* необязательный параметр
| ПРИМЕЧАНИЕ | Значения P являются модальными. Это означает, что если вы находитесь в середине постоянного цикла и используется G04 Pnn или M97 Pnn, значение P будет использоваться для задержки/подпрограммы, а также для постоянного цикла. |
G76 Цикл нарезания резьбы, многопроходный: [1] Глубина Z, [2] Второстепенный диаметр, [3] Большой диаметр.

Настройка 96 определяет размер/угол фаски;
M23 / M24 включить / выключить снятие фаски.
G76 Цикл нарезания резьбы, многопроходный конический: [1] Ускоренная, [2] Подача, [3] Запрограммированная траектория, [4] Припуск на нарезку, [5] Начальная позиция, [6] Конечный диаметр, [7] Цель, [A] Угол.

Постоянный цикл G76 можно использовать для нарезания как прямой, так и конической (трубной) резьбы.
Высота резьбы определяется как расстояние от гребня резьбы до основания резьбы. Расчетная глубина резьбы ( K ) представляет собой значение K за вычетом припуска на чистовую обработку (настройка 86, Припуск на чистовую обработку резьбы).
Величина конусности резьбы указана в I. Конусность резьбы измеряется от целевого положения X, Z в точке [7] до положения [6]. Значение I — это разница в радиальном расстоянии от начала до конца резьбы, а не угол.
| ПРИМЕЧАНИЕ | Обычная коническая резьба с наружным диаметром будет иметь отрицательное значение I. |
Глубина первого прохода резьбы указана в D. Глубина последнего реза резьбы регулируется настройкой 86.
Угол вершины инструмента для резьбы указан в A. Значение может варьироваться от 0 до 120 градусов. Если A не используется, предполагается 0 градусов. Чтобы уменьшить вибрацию при нарезании резьбы, используйте A59 при нарезании внутренней резьбы под углом 60 градусов.
Код F указывает скорость подачи для нарезания резьбы. Хорошей практикой программирования всегда является указание G99 (подача на оборот) перед постоянным циклом нарезания резьбы. Код F также указывает шаг резьбы или шаг резьбы.
На конце резьбы выполняется необязательная фаска. Размер и угол фаски управляются настройкой 95 (размер фаски резьбы) и настройкой 96 (угол фаски резьбы). Размер фаски указывается в количестве витков, так что если в настройке 95 записано 1,000, а скорость подачи равна 0,05, то фаска будет 0,05. Фаска может улучшить внешний вид и функциональность резьбы, которая должна быть обработана до уступа. Если на конце резьбы предусмотрено облегчение, то фаску можно устранить, указав 0,000 для размера фаски в настройке 95 или используя M24. Значение по умолчанию для настройки 95 — 1,000, а угол резьбы по умолчанию (настройка 96) — 45 градусов.
G76 Использование значения A: [1] Настройка 95 и 96 (см. примечание), [2] Настройка 99 (минимальный рез резьбы), [3] Наконечник для обрезки, [4] Настройка 86 — припуск на чистовую обработку.

| ПРИМЕЧАНИЕ | Установка 95 и 96 повлияет на окончательный размер и угол фаски. |
Доступны четыре опции для многозаходной резьбы G76:
- P1: Резка одной кромкой, постоянная величина резания
- P2: Двусторонняя резка, постоянная величина резания.
- P3: Резка одной кромкой, постоянная глубина резания
- P4: Двусторонняя резка, постоянная глубина резания
И P1, и P3 допускают нарезание резьбы с одной кромки, но разница в том, что при P3 при каждом проходе выполняется резка постоянной глубины. Точно так же опции P2 и P4 позволяют выполнять резку с двух сторон, а P4 обеспечивает постоянную глубину резания при каждом проходе. Исходя из отраслевого опыта, вариант нарезания двойной кромкой P2 может обеспечить превосходные результаты нарезания резьбы.
D определяет глубину первого реза. Каждый последующий проход определяется уравнением D *sqrt( N ), где N — N-й проход по резьбе. Передняя кромка резака делает всю резку. Чтобы рассчитать позицию X каждого прохода, вы должны взять сумму всех предыдущих проходов, измеренную от начальной точки, значение X каждого прохода.
Цикл нарезания резьбы G76, многократный проход

%
o60761 (G76 НАРЕЗАНИЕ РЕЗЬБЫ НЕСКОЛЬКО ПРОХОДОВ);
(G54 X0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 - инструмент с резьбой по внешнему диаметру);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G50 S1000 (ограничить скорость вращения шпинделя до 1000 об/мин);
G97 S500 M03 (CSS выкл., шпиндель включен по часовой стрелке);
G00 G54 X1.2 Z0.3 (Быстрый переход в 1-е положение);
M08 (охлаждающая жидкость включена);
(НАЧАЛО ОБРАБОТКИ);
G76 X0.913 Z-0.85 K0.042 D0.0115 F0.0714 (начало G76);
(ЗАВЕРШЕНИЕ);
G00 G53 X0 M09 (X исходное положение, охлаждающая жидкость выключена);
G53 Z0 M05 (Z исходное положение, шпиндель выключен);
M30 (Конец программы);
%G80 Отмена стандартного цикла
G-код на токарный станок HAAS
G80 отменяет все активные постоянные циклы.
| ПРИМЕЧАНИЕ | G00 или G01 также отменяют постоянные циклы. |
G81 Стандартный цикл сверления
G-код на токарный станок HAAS
* C — Команда абсолютного перемещения по оси C (дополнительно)
F — Скорость подачи
* L — Количество повторений
R — Положение плоскости R
* X — Команда перемещения по оси X
* Y — Команда абсолютного перемещения по оси Y
Z — Положение дна отверстия
*опционально
См. также G241 для радиального сверления и G195 / G196 для радиального нарезания резьбы с помощью приводного инструмента.
G81 Стандартный цикл сверления: [1] Ускорение, [2] Подача, [3] Начало или конец хода, [4] Начальная плоскость, [R] Плоскость R, [Z] Положение на дне отверстия.

G82 Стандартный цикл сверления центровочных отверстий
G-код на токарный станок HAAS
* C — Команда абсолютного перемещения по оси C (дополнительно)
F — Скорость подачи в дюймах (мм) в минуту
* L — Количество повторов
P — Время пребывания на дне отверстия
R — Положение плоскости R
* X — Команда перемещения по оси X
* Y — Команда перемещения по оси Y
Z — Положение дна отверстия
* необязательный параметр
Этот G-код является модальным в том смысле, что он активирует постоянный цикл до тех пор, пока он не будет отменен или не будет выбран другой постоянный цикл. После активации каждое движение X будет вызывать выполнение этого постоянного цикла.
Также см. G242 для радиального точечного сверления приводным инструментом.
| ПРИМЕЧАНИЕ | Значения P являются модальными. Это означает, что если вы находитесь в середине постоянного цикла и используется G04 Pnn или M97 Pnn, значение P будет использоваться для задержки/подпрограммы, а также для постоянного цикла. |
G82 Стандартный цикл центровочного сверления: [1] Ускорение, [2] Подача, [3] Начало или конец хода, [4] Задержка, [5] Начальная плоскость, [R] Плоскость R, [Z] Положение нижней части дыра.

G82 Сверло по оси Y

%
o60821 (G82 ЦИКЛ ТОЧЕЧНОГО СВЕРЛЕНИЯ);
(G54 X0 Y0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 — точечное сверление);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G98 (подача в минуту);
G00 G54 X1,5 C0. Z1. (быстро на 1 позицию);
P1500 M133 (приводной инструмент по часовой стрелке при 1500 об/мин);
M08 (охлаждающая жидкость включена);
(НАЧАТЬ ЦИКЛ РЕЗКИ);
G82 С45. З-0,25 Ф10. P80 (Начало G82);
С135. (2 место);
С225. (3 место);
С315. (4 место);
(НАЧАЛО ЗАВЕРШЕНИЯ БЛОКОВ);
M135 (приводной инструмент выключен);
G00 G53 X0 M09 (X исходное положение, охлаждающая жидкость выключена);
G53 Z0 (Z дома);
M30 (Конец программы);
%Чтобы рассчитать, как долго вы должны оставаться в нижней части цикла выборочного сверления, используйте следующую формулу:
P = Обороты выдержки x 60000/об/мин
Если вы хотите, чтобы инструмент останавливался на два полных оборота на полной глубине Z в приведенной выше программе (при работе со скоростью 1500 об/мин), вы должны рассчитать:
2 х 60000 / 1500 = 80
Введите P80 (80 миллисекунд или P.08 (0,08 секунды) в строке G82, чтобы задержаться на 2 оборота при 1500 об/мин.
G83 Стандартный цикл обычного сверления с периодическим выводом сверла
G-код на токарный станок HAAS
* C — Команда абсолютного перемещения по оси C (дополнительно)
F — Скорость подачи в дюймах (мм) в минуту
* I — Размер первой глубины резания
* J — Величина уменьшения глубины резания при каждом проходе
* K — Минимальная глубина резания
* L — Количество повторов
* P — Время пребывания на дне отверстия
* Q — Значение врезки, всегда инкрементное
* R — Положение плоскости R
* X — Команда движения по оси X
* Y — Движение по оси Y команда
Z— Положение дна отверстия
* необязательный параметр
G83 Стандартный цикл сверления с периодическим выводом сверла: [1] Быстрое, [2] Подача, [3] Начало или конец хода, [4] Задержка, [#22] Настройка 22, [#52] Настройка 52.

| ПРИМЕЧАНИЕ | Если указаны I, J и K, выбирается другой режим работы. Первый проход будет резать на величину I, каждый последующий пропил будет уменьшаться на величину J, а минимальная глубина резания равна K. Не используйте значение Q при программировании с помощью I, J и K. |
Параметр 52 изменяет способ работы G83, когда он возвращается в плоскость R. Обычно плоскость R устанавливается далеко за пределы реза, чтобы гарантировать, что движение, удаляющее стружку, позволит ей пройти через отверстие. Однако это напрасное движение при первом сверлении через это пустое пространство. Если настройка 52 установлена на расстояние, необходимое для удаления стружки, плоскость R можно расположить намного ближе к просверливаемой детали. Когда происходит чистое движение к R, Z будет перемещена дальше R на это значение в настройке 52. Настройка 22 — это величина подачи Z, чтобы вернуться в ту же точку, в которой произошло отвод.
%
o60831 (G83 НОРМАЛЬНОЕ СВЕРЛЕНИЕ);
(G54 X0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 — сверло);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G50 S1000 (ограничить скорость вращения шпинделя до 1000 об/мин);
G97 S500 M03 (CSS выключен, шпиндель включен по часовой стрелке);
G00 G54 X0 Z0.25 (быстрое перемещение в 1-е положение); M08 (охлаждающая жидкость включена);
(НАЧАЛО ОБРАБОТКИ);
G83 Z-1.5 F0.005 Q0.25 R0.1 (Начало G83)
(НАЧАЛО ЗАВЕРШЕНИЯ БЛОКОВ);
G00 G53 X0 M09 (X исходное положение, охлаждающая жидкость выключена);
G53 Z0 M05 (Z исходное положение, шпиндель выключен);
М30;
%
%
(СВЕРЛО С РЕЗЬБОВЫМ ЗАВЕРШЕНИЕМ - ОСЕВОЕ);
Т1111;
G98;
G00 G54 Х6. С0. Y0. Z1.;
G00 X1,5 Z0,25;
G97 P1500 M133;
М08;
G83 G98 С45. Z-0,8627 F10. Q0.125;
С135.;
С225.;
С315.;
G00 G80 Z0.25;
М135;
М09;
G28 Н0.;
G00 G54 Х6. Y0. Z1.;
G18;
G99;
М01;
М30;
%G84 Стандартный цикл нарезания резьбы метчиком
G-код на токарный станок HAAS
F — Скорость подачи
* R — Положение плоскости R
S — Число оборотов в минуту, вызываемое перед G84
* X — Команда перемещения по оси X
Z — Положение дна отверстия
*необязательный параметр
Примечания по программированию:
- Нет необходимости запускать шпиндель по часовой стрелке перед этим постоянным циклом. Управление делает это автоматически.
- При нарезании резьбы G84 на токарном станке проще всего использовать G99 Feed Per Revolution.
- Ход — это расстояние, пройденное винтом вдоль оси за каждый полный оборот.
- Скорость подачи при использовании G99 равна шагу метчика.
- Значение S должно быть вызвано до G84. Значение S определяет скорость цикла нарезания резьбы.
- В метрическом режиме ( G99, с настройкой 9 = MM ) скорость подачи является метрическим эквивалентом шага в MM.
- В дюймовом режиме ( G99, с настройкой 9 = ДЮЙМЫ ) скорость подачи является дюймовым эквивалентом шага в дюймах.
- Шаг (и скорость подачи G99 ) метчика M10 x 1,0 мм составляет 1,0 мм или 0,03937 дюйма (1,0/25,4 = 0,03937).
Примеры:
- Ход метчика 5/16-18 составляет 1,411 мм (1/18 * 25,4 = 1,411) или 0,0556 дюйма (1/18 = 0,0556).
- Этот постоянный цикл можно использовать на вторичном шпинделе двухшпиндельного токарного станка DS, если перед ним стоит G14. Дополнительную информацию см. в разделе Замена вторичного шпинделя G14.
- Для осевого нарезания резьбы приводным инструментом используйте команду G95 или G186.
- Для радиального нарезания резьбы приводным инструментом используйте команду G195 или G196.
- Для обратного нарезания резьбы (левая резьба) на основном или вспомогательном шпинделесм. G184 Стандартный цикл обратного нарезания резьбы метчиком для левой резьбы (Gr….
Другие примеры программирования в дюймовой и метрической системе показаны ниже:
G84 Стандартный цикл нарезания резьбы метчиком: [1] Быстрое, [2] Подача, [3] Начало или конец хода, [4] Начальная плоскость, [R] Плоскость R, [Z] Позиция на дне отверстия.

%
o60841 (ИМПЕРАТОРСКИЙ МЕТЧИК, НАСТРОЙКА 9 = ММ);
(G54 X0 находится в центре вращения);
(Z0 находится на лицевой стороне детали) (T1 - метчик 1/4-20);
G21 (АВАРИЙНЫЙ СИГНАЛ, если установка 9 не ММ);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G40 G80 G99 (безопасный запуск);
G00 G54 X0 Z12.7 (Быстрый переход в 1-е положение);
M08 (охлаждающая жидкость включена);
S800 (ОБ/МИН В ЦИКЛЕ МЕТЧИКА);
(НАЧАЛО ОБРАБОТКИ);
G84 Z-12,7 R12,7 F1,27 (1/20*25,4 = 1,27);
(НАЧАЛО ЗАВЕРШЕНИЯ БЛОКОВ);
G00 G53 X0 M09 (X исходное положение, охлаждающая жидкость выключена);
G53 Z0 M05 (Z исходное положение, шпиндель выключен);
M30 (Конец программы);
%%
o60842 (МЕТРИЧЕСКИЙ МЕТЧИК, НАСТРОЙКА 9 = ММ);
(G54 X0 находится в центре вращения);
(Z0 находится на лицевой стороне детали) (T1 — метчик M8 x 1,25);
G21 (АВАРИЙНЫЙ СИГНАЛ, если установка 9 не ММ);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G40 G80 G99 (безопасный запуск);
G00 G54 X0 Z12.7 (Быстрый переход в 1-е положение);
M08 (охлаждающая жидкость включена);
S800 (ОБ/МИН В ЦИКЛЕ МЕТЧИКА);
(НАЧАЛО ОБРАБОТКИ);
G84 Z-12,7 R12,7 F1,25 (выход = 1,25);
(НАЧАЛО ЗАВЕРШЕНИЯ БЛОКОВ);
G00 G53 X0 M09 (X исходное положение, охлаждающая жидкость выключена);
G53 Z0 M05 (Z исходное положение, шпиндель выключен);
M30 (Конец программы);
%%
o60843 (ИМПЕРСКИЙ МЕТЧИК, НАСТРОЙКА 9 = IN);
(G54 X0 находится в центре вращения);
(Z0 находится на лицевой стороне детали) (T1 - метчик 1/4-20);
G20 (АВАРИЙНЫЙ СИГНАЛ, если установка 9 не ДЮЙМЫ);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G00 G54 X0 Z0.5 (Быстрый переход в 1-е положение);
M08 (охлаждающая жидкость включена);
S800 (ОБ/МИН В ЦИКЛЕ МЕТЧИКА);
(НАЧАЛО ОБАБОТКИ);
G84 Z-0,5 R0,5 F0,05 (начало G84);
(1/20 = 0,05);
(НАЧАЛО ЗАВЕРШЕНИЯ БЛОКОВ);
G00 G53 X0 M09 (X исходное положение, охлаждающая жидкость выключена);
G53 Z0 M05 (Z исходное положение, шпиндель выключен);
M30 (Конец программы);
%%
o60844 (МЕТРИЧЕСКИЙ МЕТЧИК, НАСТРОЙКА 9 = IN);
(G54 X0 находится в центре вращения);
(Z0 находится на лицевой стороне детали) (T1 — метчик M8 x 1,25);
G20 (АВАРИЙНЫЙ СИГНАЛ, если установка 9 не ДЮЙМЫ);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G00 G54 X0 Z0.5 (Быстрый переход в 1-е положение);
M08 (охлаждающая жидкость включена);
S800 (ОБ/МИН В ЦИКЛЕ МЕТЧИКА);
(НАЧАЛО ОБРАБОТКИ);
G84 Z-0,5 R0,5 F0,0492 (1,25/25,4 = 0,0492);
(НАЧАЛО ЗАВЕРШЕНИЯ БЛОКОВ);
G00 G53 X0 M09 (X исходное положение, охлаждающая жидкость выключена);
G53 Z0 M05 (Z исходное положение, шпиндель выключен);
M30 (Конец программы);
%
G85 Стандартный цикл растачивания
G-code на токарный станок HAAS
F — Скорость подачи
* L — Количество повторов
* R — Положение плоскости R
* X — Команда перемещения по оси X
* Y — Команда перемещения по оси Y
Z — Положение дна отверстия
*необязательный параметр
G85 Стандартный цикл растачивания: [1] Быстрое, [2] Подача, [3] Начало или конец хода, [4] Начальная плоскость, [R] Плоскость R, [Z] Положение дна отверстия.

G86 Стандартный цикл растачивания с остановом
G-code на токарный станок HAAS
| ПРИМЕЧАНИЕ | Шпиндель останавливается и быстро выходит из отверстия. |
F — Скорость подачи
* L — Количество повторов
* R — Положение плоскости R
* X — Команда перемещения по оси X
* Y — Команда перемещения по оси Y
Z — Положение дна отверстия
*необязательный параметр
Этот G-код останавливает шпиндель, когда инструмент достигает дна отверстия. Инструмент отводится после остановки шпинделя.
G86 Стандартный цикл растачивания с остановом: [1] Ускорение, [2] Подача, [3] Начало или конец хода, [4] Начальная плоскость, [R] Плоскость R, [Z] Положение дна отверстия.

G89 Стандартный цикл растачивания с задержкой
G-code на токарный станок HAAS
F — Скорость подачи
* L — Количество повторов
* P — Время пребывания на дне отверстия
* R — Положение плоскости R
* X — Команда движения по оси X
* Y — Команда движения по оси Y
Z — Положение дно отверстия
*необязательный параметр
| ПРИМЕЧАНИЕ | Значения P являются модальными. Это означает, что если вы находитесь в середине постоянного цикла и используется G04 Pnn или M97 Pnn, значение P будет использоваться для задержки/подпрограммы, а также для постоянного цикла. |
G89 Стандартный цикл растачивания с задержкой: [1] Подача, [2] Начало или конец хода, [3] Выдержка, [4] Начальная плоскость, [R] Плоскость R, [Z] Положение дна отверстия.

G90 Цикл токарной обработки наружного/внутреннего диаметра
G-code на токарный станок HAAS
F ( E ) — Скорость подачи
* I — Дополнительное расстояние и направление конуса по оси X, радиус
* U — Приращение расстояния по оси X до цели, диаметр
* W — Приращение расстояния по оси Z до цели
X — Абсолютное положение оси X
Z — абсолютное местоположение цели по оси Z
*необязательный параметр
G90 Цикл точения по внешнему/внутреннему диаметру: [1] Ускоренное, [2] Подача, [3] Запрограммированная траектория, [4] Припуск на рез, [5] Припуск на чистовую обработку, [6] Начальная позиция, [7] Цель.

G90 используется для простого точения, однако возможны несколько проходов, если указать расположение X дополнительных проходов.
Прямые токарные резы выполняются с указанием X, Z и F. Добавляя значение I, выполняется конусный срез. Величина конусности отсчитывается от нуля. То есть I добавляется к значению X.
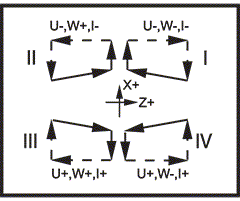
Любой из четырех квадрантов ZX можно запрограммировать, используя U, W, X и Z; конусность положительная или отрицательная. На следующем рисунке приведены несколько примеров значений, необходимых для обработки в каждом из четырех квадрантов.
Отношения адресов G90 и G92
G92 Цикл нарезания резьбы
G-code на токарный станок HAAS
F ( E ) — Скорость подачи, шаг резьбы
* I — Дополнительное расстояние и направление конуса по оси X, радиус
* Q — Начальный угол резьбы
* U — Инкрементальное расстояние по оси X до цели, диаметр
* W — По оси Z инкрементальное расстояние до цели
X — абсолютное положение цели по оси X
Z — абсолютное положение цели по оси Z
* необязательный параметр
Примечания по программированию:
- Настройка 95/Настройка 96 определяют размер/угол фаски. M23 / M24 включение/выключение снятия фаски.
- G92 используется для простого нарезания резьбы, однако возможны несколько проходов для нарезания резьбы, если указать расположение X дополнительных проходов. Прямые резьбы создаются путем указания X, Z и F. При добавлении значения I нарезается трубная или коническая резьба. Величина конусности отсчитывается от мишени. То есть I добавляется к значению X на цели. На конце резьбы автоматически срезается фаска до достижения цели; по умолчанию для этой фаски используется одна резьба под углом 45 градусов. Эти значения можно изменить с помощью настройки 95 и настройки 96.
- При инкрементном программировании знак числа, следующего за переменными U и W, зависит от направления траектории инструмента. Например, если направление пути вдоль оси X отрицательное, значение U отрицательное.
G92 Цикл нарезания резьбы: [1] Быстрая, [2] Подача, [3] Запрограммированная траектория, [4] Начальная позиция, [5] Второстепенный диаметр, [6] 1/количество витков на дюйм = подача на оборот (формула дюймов; F = шаг нити).

%
O60921 (ЦИКЛ НАРЕЗАНИЯ РЕЗЬБЫ G92);
(G54 X0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 - инструмент с резьбой по внешнему диаметру);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G50 S1000 (ограничить скорость вращения шпинделя до 1000 об/мин);
G97 S500 M03 (CSS выкл., шпиндель включен по часовой стрелке);
G00 G54 X0 Z0.25 (быстрое перемещение в 1-е положение);
M08 (охлаждающая жидкость включена);
(НАЧАЛО ОБРАБОТКИ);
X1.2 Z.2;
G92 X.980 Z-1.0 F0.0833 (Начало цикла нарезания);
X.965 (2-й проход);
X.955 (3-й проход);
X.945 (4-й проход);
X.935 (5-й проход);
X.925 (6-й проход);
X.917 (7-й проход);
X.910 (8-й проход);
X.905 (9-й проход);
X.901 (10-й проход);
X.899 (11-й проход);
(НАЧАЛО ЗАВЕРШЕНИЯ БЛОКОВ);
G00 G53 X0 M09 (X исходное положение, охлаждающая жидкость выключена);
G53 Z0 M05 (Z исходное положение, шпиндель выключен);
M30 (Конец программы);
%
G94 Цикл подрезки торца
G-code на токарный станок HAAS
F ( E ) — Скорость подачи
* K — Дополнительное расстояние и направление конусности по оси Z
* U — Приращение расстояния по оси X до цели, диаметр
* W — Приращение расстояния по оси Z до цели
X — Абсолютное положение оси X оси
Z — Абсолютное местоположение цели по оси Z
*необязательный параметр
G94 Цикл торцовки в конце: [1] Ускорение, [2] Подача, [3] Запрограммированная траектория, [4] Припуск на рез, [5] Припуск на чистовую обработку, [6] Начальная позиция, [7] Цель.

Можно сделать прямые торцевые разрезы, указав X, Z и F. При добавлении K вырезается конусообразная грань.
Любой из четырех квадрантов ZX программируется путем изменения U, W, X и Z. Конус положительный или отрицательный. На следующем рисунке приведены несколько примеров значений, необходимых для обработки в каждом из четырех квадрантов.
При инкрементном программировании знак числа, следующего за переменными U и W, зависит от направления траектории инструмента. Если направление пути вдоль оси X отрицательное, значение U отрицательное.
G94 Адресные отношения: [S] Начальная позиция.

G95 Жесткое нарезание резьбы приводным инструментом (торец)
G-код на токарный станок HAAS
* C — Команда абсолютного перемещения по оси C (дополнительно)
F — Скорость подачи
R — Положение плоскости R
S — Число оборотов в минуту, вызываемое перед G95
W — Инкрементальное расстояние по оси Z
X — Дополнительная команда перемещения по оси X для диаметра детали
* Y — Команда перемещения по оси Y
Z — Положение дна отверстия
*необязательный параметр
G95 Приводное нарезание резьбы метчиком представляет собой цикл осевого нарезания резьбы, аналогичный G84 Жесткое нарезание резьбы метчиком, в котором используются адреса F, R, X и Z, однако он имеет следующие отличия:
- Чтобы нарезание резьбы работало правильно, система управления должна находиться в режиме G99 «Подача за оборот».
- Команда S (скорость шпинделя) должна быть подана до G95.
- Ось X должна располагаться между нулем станка и центром главного шпинделя, не располагайтесь за центром шпинделя.
%
o60951 (НАРЕЗАНИЕ РЕЗЬБЫ С ПРИВОДНЫМ ИНСТРУМЕНТОМ G95);
(G54 X0 Y0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 - отвод 1/4-20);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G00 G54 X1,5 C0. Z0.5 (Быстрый переход в 1-ю позицию);
M08 (охлаждающая жидкость включена);
(НАЧАТЬ ЦИКЛ РЕЗКИ);
S500 (Выберите число оборотов в минуту);
G95 С45. Z-0.5 R0.5 F0.05 (Нажмите до Z-0.5);
С135. (следующая позиция);
С225. (следующая позиция);
С315. (последняя позиция);
(НАЧАЛО ЗАВЕРШЕНИЯ БЛОКОВ);
G00 G53 X0 M09 (X исходное положение, охлаждающая жидкость выключена);
G53 Z0 (Z дома);
M30 (Конец программы);
%G96 Постоянная скорость резания включена
G-код на токарный станок HAAS
G96 дает команду системе управления поддерживать постоянную скорость резания на кончике инструмента. Скорость вращения шпинделя зависит от диаметра детали, в которой выполняется рез, и заданного значения S (об/мин = 3,82xSFM/DIA). Это означает, что скорость шпинделя увеличивается по мере приближения инструмента к X0. Когда для настройки 9 установлено значение ДЮЙМЫ, значение S указывает количество футов в минуту. Когда для параметра 9 установлено значение MM, значение S указывает количество поверхностных метров в минуту.
| ПРЕДУПРЕЖДЕНИЕ | Безопаснее всего указать максимальную скорость шпинделя для функции «Постоянная скорость поверхности». Используйте G50, чтобы установить максимальное число оборотов шпинделя. Отсутствие ограничения позволяет увеличить скорость вращения шпинделя по мере того, как инструмент достигает центра детали. Чрезмерная скорость может повредить детали и инструменты. |
G97 Постоянная скорость у поверхности ВЫКЛ (Группа 13)
G-код на токарный станок HAAS
Это дает команду системе управления НЕ регулировать скорость шпинделя в зависимости от диаметра резания и отменяет любую команду G96. Когда действует G97, любая команда S представляет количество оборотов в минуту (об/мин).
G98 Подача в минуту (группа 10)
G-код на токарный станок HAAS
G98 изменяет интерпретацию F — кода адреса. Значение F указывает дюймы в минуту, когда настройка 9 установлена на ДЮЙМЫ, а F указывает миллиметры в минуту, когда настройка 9 установлена на ММ.
G99 Подача на оборот (группа 10)
G-код на токарный станок HAAS
Эта команда изменяет способ интерпретации F — адреса. Значение F указывает дюймы на оборот шпинделя, когда для настройки 9 установлено значение ДЮЙМЫ, а F указывает миллиметры на оборот шпинделя, когда для настройки 9 установлено значение MM.
G100 Отключить / G101 Включить зеркальное отображение (группа 00)
G-код на токарный станок HAAS
* X — команда оси X
* Z — команда оси Z
*необязательный параметр. Требуется хотя бы один.
Программируемое зеркальное отображение можно включать и выключать отдельно для осей X и/или Z. Нижняя часть экрана показывает, когда ось зеркально отражена. Эти G-коды используются в командном блоке без каких-либо других G-кодов и не вызывают движения оси. G101 включает зеркальное отображение для любой оси, указанной в этом блоке. G100 отключает зеркальное отображение для любой оси, указанной в блоке. Фактическое значение, указанное для кода X или Z, не имеет значения; G100 или G101 сами по себе не действуют. Например, G101 X 0 включает зеркало по оси X.
| ПРИМЕЧАНИЕ | Настройки 45 и 47 можно использовать для ручного выбора зеркального отображения. |
G103 Ограничить опережающий просмотр блоков
G-код на токарный станок HAAS
G103 определяет максимальное количество блоков, на которые система управления смотрит вперед (диапазон 0-15), например:G103 [П..];
Во время движения машины система управления заранее подготавливает будущие блоки (строки кода). Это обычно называется блочным просмотром вперед. Пока система управления выполняет текущий кадр, она уже интерпретировала и подготовила следующий кадр для непрерывного движения.
Программная команда G103 P0 или просто G103 отключает ограничение кадра. Программная команда G103 Pn ограничивает просмотр вперед до n блоков.
G103 полезен для отладки макропрограмм. Элемент управления интерпретирует макровыражения во время просмотра вперед. Если вы вставляете G103 P1 в программу, система управления интерпретирует блок макровыражений (1) перед текущим исполняемым блоком.
Лучше всего добавить несколько пустых строк после вызова G103 P1. Это гарантирует, что никакие строки кода после G103 P1 не будут интерпретированы до тех пор, пока они не будут достигнуты.
G103 влияет на компенсацию режущего инструмента и высокоскоростную обработку.
| ПРИМЕЧАНИЕ | Значения P являются модальными. Это означает, что если вы находитесь в середине постоянного цикла и используется G04 Pnn или M97 Pnn, значение P будет использоваться для задержки/подпрограммы, а также для постоянного цикла. |
G105 Команда сервопривода
G-код на токарный станок HAAS
Это G-код, используемый для управления устройством подачи прутка.
G105 [In.nnnn] [Jn.nnnn] [Kn.nnnn] [Pnnnnn] [Rn.nnnn]
I — необязательная начальная длина проталкивания (макропеременная #3101 ) коррекция (переменная #3101, если I не задана)
J — необязательная длина детали + отсечка (макропеременная #3100 ) коррекция (переменная #3100, если J не задана команда)
K — необязательная Минимальная длина зажима (макропеременная #3102 ) Коррекция (переменная #3102, если K не задается)
P — Дополнительная подпрограмма обрезки
R — Дополнительная ориентация шпинделя для нового прутка
I, J, K являются переопределением значений макропеременных, перечисленных на странице текущих команд. Элемент управления применяет значения переопределения только к той командной строке, в которой они расположены. Значения, хранящиеся в текущих командах, не изменяются.
| ПРИМЕЧАНИЕ | G105 с кодом J не будет увеличивать счетчик. Код J предназначен для операции двойного нажатия для изготовления длинной детали. |
G107 Цилиндрическое отображение (группа 00)
G-код на токарный станок HAAS
Y — команда оси Y
C — команда оси C
* R — радиус оси вращения
* Q — диаметр цилиндрической поверхности
* необязательный параметр
G107 Описание
За G107 могут следовать три кода адреса: Y, C, Q или R.
- Включите режим G107 с осью Y в качестве линейной и осью C в качестве оси вращения. Если адресный код R или Q не указан, генерируется аварийный сигнал.
- G107 Р / В; изменить радиус картографического цилиндра.
- G107; Отключает режим G107.
Следующая программа O00555 использует I, J и K для центральной точки дуги для радиуса 0,500 в углах. Программа O00556 использует R вместо I, J и K для центральных точек дуги.
Пример цилиндрического отображения
%O00555 (G107 ЦИЛИНДРИЧЕСКОЕ ОТОБРАЖЕНИЕ);
Т1717;
М133 Р500;
G00 X4.2 Z1.;
З-3.;
G98;
М15;
G107 Y0 C0 Q4.;
G01 X3,5 F40.;
G01 G41 Y-1.;
З-4,5;
G03 Z-5. Y-0,5 J0,5;
G01 Y0,5;
G03 Z-4.5 Y1. К0,5;
G01 Z-1,5;
G03 Y0.5 Z-1. Дж-0,5;
G01 Y-0,5;
G03 Y-1. З-1,5 К-0,5;
G01 Z-3.;
G01 G40 Y0;
G00 X4.2;
G107;
З1.;
G28;
М30;
%
%O00556 (G107 ЦИЛИНДРИЧЕСКОЕ ОТОБРАЖЕНИЕ R);
Т1717;
М133 Р500;
G00 X4.2 Z1.;
З-3.;
G98;
М15;
G107 Y0 C0 Q4.;
G01 X3,965 F40.;
G01 G41 Y-1.;Z-4.5;
G03 Z-5. Y-0,5 R0,5;
G01 Y0,5;
G03 Z-4.5 Y1. Р0,5;
G01 Z-1,5;
G03 Y0.5 Z-1. Р0,5;
G01 Y-0,5;
G03 Y-1. З-1,5 Р0,5;
G01 Z-3.;
G01 G40 Y0;
G00 X4.2;
G107;
З1.;
G28;
М30;%Система координат G110/G111 №7/№8 (группа 12)
G-код на токарный станок HAAS
G110 выбирает #7, а G111 выбирает #8 дополнительные координаты рабочего смещения. Все последующие ссылки на положения осей интерпретируются в новой системе координат рабочего смещения. Работа G110 и G111 аналогична G154 P1 и G154 P2.
G112 Интерполяция XY в XC (группа 04)
G-код на токарный станок HAAS
Функция интерполяции координат G112 XY в XC позволяет программировать последующие кадры в декартовых координатах XY, которые система управления автоматически преобразует в полярные координаты XC. Пока он активен, система управления использует G17 XY для линейных ходов XY G01 и G02 и G03 для кругового движения. G112 также преобразует команды положения X, Y в вращательные перемещения по оси C и линейные перемещения по оси X.
G113 Отмена интерполяции XY в XC (группа 04)
G-код на токарный станок HAAS
G113 отменяет преобразование декартовых координат в полярные.
G114-G129 Система координат №9-№24 (группа 12)
G-код на токарный станок HAAS
Коды G114 — G129 представляют собой устанавливаемые пользователем системы координат, #9 — #24, для рабочих смещений. Все последующие ссылки на положения осей интерпретируются в новой системе координат. Смещения системы координат заготовки вводятся на странице отображения «Активное смещение заготовки». Коды G114- G129 работают так же, как G154 P3 — G154 P18.
G154 Выбор рабочих координат P1-P99 (группа 12)
G-код на токарный станок HAAS
Эта функция обеспечивает 99 дополнительных рабочих смещений. G154 со значением P от 1 до 99 активирует дополнительные рабочие смещения. Например , G154 P10 выбирает смещение нулевой точки 10 из списка дополнительных смещений нулевой точки.
| ПРИМЕЧАНИЕ | G110 до G129 относятся к тем же рабочим смещениям, что и G154 от P1 до P20; они могут быть выбраны с использованием любого метода. |
Когда рабочее смещение G154 активно, в заголовке в правом верхнем углу рабочего смещения отображается значение G154 P.
| ПРИМЕЧАНИЕ | Значения P являются модальными. Это означает, что если вы находитесь в середине постоянного цикла и используется G04 Pnn или M97 Pnn, значение P будет использоваться для задержки/подпрограммы, а также для постоянного цикла. |
Формат рабочих смещений G154
#14001-#14006 G154 P1 (also #7001-#7006 and G110)
#14021-#14026 G154 P2 (also #7021-#7026 and G111)
#14041-#14046 G154 P3 (also #7041-#7046 and G112)
#14061-#14066 G154 P4 (also #7061-#7066 and G113)
#14081-#14086 G154 P5 (also #7081-#7086 and G114)
#14101-#14106 G154 P6 (also #7101-#7106 and G115)
#14121-#14126 G154 P7 (also #7121-#7126 and G116)
#14141-#14146 G154 P8 (also #7141-#7146 and G117)
#14161-#14166 G154 P9 (also #7161-#7166 and G118)
#14181-#14186 G154 P10 (also #7181-#7186 and G119)
#14201-#14206 G154 P11 (also #7201-#7206 and G120)
#14221-#14221 G154 P12 (also #7221-#7226 and G121)
#14241-#14246 G154 P13 (also #7241-#7246 and G122)
#14261-#14266 G154 P14 (also #7261-#7266 and G123)
#14281-#14286 G154 P15 (also #7281-#7286 and G124)
#14301-#14306 G154 P16 (also #7301-#7306 and G125)
#14321-#14326 G154 P17 (also #7321-#7326 and G126)
#14341-#14346 G154 P18 (also #7341-#7346 and G127)
#14361-#14366 G154 P19 (also #7361-#7366 and G128)
#14381-#14386 G154 P20 (also #7381-#7386 and G129)
#14401-#14406 G154 P21
#14421-#14426 G154 P22
#14441-#14446 G154 P23
#14461-#14466 G154 P24
#14481-#14486 G154 P25
#14501-#14506 G154 P26
#14521-#14526 G154 P27
#14541-#14546 G154 P28
#14561-#14566 G154 P29
#14581-#14586 G154 P30
#14781-#14786 G154 P40
#14981-#14986 G154 P50
#15181-#15186 G154 P60
#15381-#15386 G154 P70
#15581-#15586 G154 P80
#15781-#15786 G154 P90
#15881-#15886 G154 P95
#15901-#15906 G154 P96
#15921-#15926 G154 P97
#15941-#15946 G154 P98
#15961-#15966 G154 P99G156 Постоянный цикл протяжки (группа 09)
G-код на токарный станок HAAS
Z — абсолютная позиция по оси Z и общая глубина.
W — приращение по оси Z к общей глубине.
* Y — абсолютное положение по оси Y самого дальнего цикла среза (диаметр).
* V — инкрементальное расстояние по оси Y до самого дальнего среза (диаметр).
X — абсолютное положение по оси X самого дальнего цикла среза (диаметр)
* U — инкрементальное расстояние по оси X до самого дальнего среза (диаметр).
* I — размер приращения по оси X между циклами срезов.
* K — размер приращения по оси Z между шагами в цикле.
* F — Скорость подачи в минуту.
* С— Положение оси C.
* D — зазор инструмента при возврате в исходную плоскость.
*необязательный параметр
| ПРИМЕЧАНИЕ | Для использования этого G-кода на компьютере должно быть установлено программное обеспечение версии 100.20.000.1000 или выше. |
G156 Стандартный цикл развертки: [1] Ускоренное, [2] Подача, [3] Запрограммированный путь, [C] Зазор, [K] Шаг, [22] Отвод шага (настройка 22).

Операции протяжки в постоянном цикле могут выполняться с использованием одной траектории инструмента (с регулируемыми программируемыми точками отсчета) при использовании специального инструмента формы протяжки.

Команда ориентации шпинделя M19 Код P/R, который используется для позиционирования шпинделя перед протяжкой, должен использоваться в первую очередь перед выполнением постоянного цикла протяжки G156.
| ПРИМЕЧАНИЕ | M19, P или R не должны находиться на той же строке, что и G156. Значение M19, P или R не должно быть отрицательным. См. M19 для получения дополнительной информации. |
Когда K добавляется в блок G156, то движение будет выполняться через каждый интервал, указанный K.
Код D можно использовать для нарезания канавок и точения, чтобы обеспечить зазор материала при возврате к исходной плоскости S.
Команда кода D используется для обеспечения смещения зазора инструмента по оси X перед возвратом по оси Z в точку зазора «C».
Когда код X / U или Y / V добавляется к блоку G156 и текущее (т.е. фактическое) положение станка по осям X / U, Y / V не соответствует положению, определенному G156 X / U, Y / V, тогда произойдет как минимум два постоянных цикла, один в текущем (фактическом) местоположении станка по осям X / U, Y / V, а другой в X / U, Y /Местоположение V задается G156.
Код I представляет собой инкрементальное расстояние (цикл срезов) между начальной позицией S и целевыми положениями осей X / U, Y / V (т. е. толщиной каждого среза).
Добавление I будет выполнять несколько равномерно расположенных циклов среза между начальной позицией S и целевой позицией осей X / U, Y / V.
Когда расстояние между S и целью X / U, Y / V не делится нацело на I, тогда последний интервал меньше I.
Шпиндели должны быть позиционированы первыми (главный/вспомогательный шпиндель) путем включения оси С (для главного шпинделя) или ориентации шпинделя (основной/вспомогательный) перед запуском цикла протяжки.
| ПРИМЕЧАНИЕ | Аварийный сигнал будет сгенерирован при использовании скорости подачи при резании в качестве единиц/оборот с постоянным циклом токарного протягивания. |
G112 (функция преобразования декартовых координат в полярные) нельзя использовать в постоянном цикле протяжки токарного станка, и система управления выдаст аварийный сигнал.
Направление смещения зазора инструмента (т.е. смещение в плоскости + X или — X, ZX) будет зависеть от знака значения D (положительное/отрицательное).
Когда D имеет положительное значение, инструмент перемещается в положительном направлении оси X.
Когда D имеет отрицательное значение, инструмент перемещается дальше в отрицательном направлении оси X.
Когда D имеет нулевое значение или не указано в постоянном цикле протягивания токарного станка G156, тогда не должно быть смещения зазора инструмента по оси X перед возвратом по оси Z в точку зазора «C». по оси Z до точки зазора «C» будет использоваться тот же путь отсчета в противоположном направлении.
| ПРИМЕЧАНИЕ | Аварийный сигнал будет сгенерирован, если какой-либо шпиндель получает команду на вращение (кроме ориентации шпинделя/положения оси c) в рамках постоянного цикла протяжки, или постоянный цикл протяжки запускает цикл Pecks, а шпиндель все еще вращается. |
Cxx (положение оси C) можно использовать до или на той же линии постоянного цикла протягивания G156.
Использование тормоза шпинделя перед запуском цикла протяжки рекомендуется, но не обязательно.
| ПРИМЕЧАНИЕ | Постоянный цикл протяжки является модальным и должен повторяться в каждой строке в постоянном цикле, использующем любой адресный код протяжки. См. примеры ниже: |
Токарная протяжка: Пример 1
| G-код | Последовательность программы |
|---|---|
| % O41322 ( BROACH SAMPLE PROGRAM); G00 G54 G18 G40 G80 G97 G98; G0 T101; X1. Z.25; C0.; G156 X1.05 Y0. Z-1. I.0025 D0.01 F150.; C45.; C90.; C135.; C180.; G80 G0 Z.25; G28 X0. Z0.; M30; % | Безопасная стартовая линия Инструмент 1 Смещение 1 Быстрое положение Позиция на C0. Запуск постоянного цикла операций протяжки. Положение оси C. Конец стандартного цикла. |
Токарная протяжка: Пример 2
| G-код | Последовательность программы |
|---|---|
| % G156 X-10. Y-2.0 Z-12.0 I0.5 K0.5 F10.; X-5. Y-1.5 Z-10.0 I2.0 K2.0; I1.0 K1.0; C90.; C45.0 X-5. Z-10.0 I2.0 K2.0; G00 G80; % | Запуск постоянного цикла токарных операций протяжки. Выполните еще одну протяжку с этими новыми значениями под текущим углом. Выполните еще одну протяжку с этими новыми значениями под текущим углом. Выполните еще одну протяжку под новым углом, используя последние указанные коды адресов. Поверните на новый угол, затем протяните, используя новые коды адресов. Конец постоянного цикла. |
Токарная протяжка: пример 3
| G-код | Последовательность программы |
|---|---|
| % G156 X-10. Z-12.0 I0.5 K0.5 F10. C45.; % | Сначала установите ось C, затем запустите постоянный цикл операций протягивания на токарном станке (шпиндель не должен вращаться). |
Токарная протяжка: пример 4
| G-код | Последовательность программы |
|---|---|
| % M19 P45 (or R45); G156 X-10. Z-12.0 I0.5 K0.5 F10.; M19 P90; M19 P135; C180.; G00 G80; % | Расположите шпиндель (используя ориентацию шпинделя). Запуск постоянного цикла токарных операций протяжки. Повторите постоянный цикл в этом положении. Повторите постоянный цикл в этом положении. Сначала установите ось C (используя ось C), затем запустите стандартный цикл токарной обработки. Конец постоянного цикла. |
Токарная протяжка: пример 5
| G-код | Последовательность программы |
|---|---|
| % C45.; G156 X-10. Z-12.0 I0.5 K0.5 F10.; C90.; C135.; M19 R180.; M03 S2000; M19 P200.; G00 G80; % | Позиционирование шпинделя (используя ось C) Токарные операции протяжки запуск постоянного цикла Повторить постоянный цикл в этом положении Повторить постоянный цикл в этом положении Используя другой метод (не ось C), сначала позиционируйте шпиндель, а затем запустите постоянный цикл токарных операций протягивания. М03 С2000; Аварийный сигнал: шпиндель работает. Конец постоянного цикла . |
Токарная протяжка: пример 6
| G-код | Последовательность программы |
|---|---|
| % M03 S2000; G156 X-10. Z-12.0 I0.5 K0.5 F10.; % | Запустите шпиндель Аварийный сигнал: шпиндель работает. |
G167 — изменение настройки (группа 00)
G-код на токарный станок HAAS
P — Этот код определяет номер настройки.
Q — задает значение параметра. Это может быть десятичное числовое значение или перечислимое представление безразмерных параметров.
K — число после кода K указывает код защиты для постоянных изменений.
Этот G-код позволяет пользователю постоянно изменять настройки во время выполнения программы.
Система управления генерирует сигнал тревоги, когда:
- код P или Q отсутствует.
- P — код не является допустимым номером настройки.
- Q — код недействителен для номера настройки.
Примеры G167:
Пример №1
G167 P250 Q1 K10755;
Включает параметр 250 Mirror Image C Axis.
Пример #2
G167 P84 Q3 K10755;
Устанавливает для параметра 84 Действие при перегрузке инструмента значение Автоподача.
Пример №3
G167 P142 Q1.25 K10755;
Устанавливает для параметра 142 Допуск изменения смещения значение 1,25.
G170 Отмена G171/G172 (Группа 20)
G-код на токарный станок HAAS
Этот G-код отменяет G171 и G172, он по умолчанию возвращается к настройке 285 — Программирование диаметра X.
G171 Отмена программирования радиуса (группа 20)
G-код на токарный станок HAAS
Этот G-код переопределяет настройку 285 X Diameter Programming для использования программирования радиуса. Когда G171 активен, все запрограммированные вводы по оси X будут интерпретироваться как радиус.
Реакции G171 и G172 на следующие М-коды завершения программы:
- M00 — Остановка программы — Без изменений. Активный G-код остается активным.
- M01 — Дополнительный останов — Без изменений. Активный G-код остается активным.
- M02 — Конец программы — Возвращает G171 или G172 к значению по умолчанию 285.
- M30 — Конец программы и сброс — Возвращает G171 или G172 к значению по умолчанию 285.
G172 Отмена программирования диаметра (группа 20)
G-код на токарный станок HAAS
Этот G-код отменяет настройку 285 X Diameter Programming для использования программирования диаметра. Когда G172 активен, все запрограммированные вводы по оси X будут интерпретироваться как диаметр.
Реакции G171 и G172 на следующие М-коды завершения программы:
- M00 — Остановка программы — Без изменений. Активный G-код остается активным.
- M01 — Дополнительный останов — Без изменений. Активный G-код остается активным.
- M02 — Конец программы — Возвращает G171 или G172 к значению по умолчанию 285.
- M30 — Конец программы и сброс — Возвращает G171 или G172 к значению по умолчанию 285.
G184 Постоянный цикл обратного нарезания для левой резьбы (группа 09)
G-код на токарный станок HAAS
F — Скорость подачи в дюймах (мм) в минуту
R — Положение плоскости R
S — Число оборотов в минуту, вызываемое перед G184, необходимо
* W — Инкрементальное расстояние по оси Z
* X — Команда движения по оси X
Z — Положение нижней отверстие
* необязательный параметр
Примечания по программированию: При нарезании резьбы скорость подачи определяется шагом резьбы. См. пример G84, когда запрограммировано в G99 Подача за оборот.
Нет необходимости запускать шпиндель против часовой стрелки перед этим постоянным циклом; управление делает это автоматически.
G184 Обратное нарезание резьбы Стандартный цикл: [1] Быстрое нарезание резьбы, [2] Подача, [3] Начало или конец хода, [4] Левое нарезание резьбы, [5] Начальная плоскость, [R] Плоскость R, [Z] Положение дно отверстия.

G186 Реверс жесткого нарезания резьбы приводным инструментом (для левой резьбы)
G-код на токарный станок HAAS
F — Скорость подачи
C — Положение оси C
R — Положение плоскости R
S — Число оборотов в минуту, вызываемое перед G186, необходимо
W — Инкрементальное расстояние по оси Z
* X — Диаметр детали Команда движения по оси X
* Y — По оси Y команда движения
Z — положение дна отверстия
* необязательный параметр
G95, G186 Приводной инструмент Жесткое нарезание резьбы метчиком: [1] Ускорение, [2] Подача, [3] Начало или конец хода, [4] Начальная плоскость, [R] Плоскость R, [Z] Положение дна отверстия.

Нет необходимости запускать шпиндель по часовой стрелке перед этим постоянным циклом; управление делает это автоматически. См. G84.
G187 Контроль точности (группа 00)
G-код на токарный станок HAAS
G187 — это команда точности, которая может устанавливать и контролировать как гладкость, так и максимальное значение скругления углов при резке детали. Формат для использования G187 — G187 Pn Ennnn.P — управляет уровнем гладкости, P1 (грубая), P2 (средняя) или P3 (финишная). Временно отменяет настройку 191.
E — устанавливает максимальное значение скругления углов. Временно отменяет настройку 85.
Параметр 191 устанавливает плавность по умолчанию на указанную пользователем ЧЕРНОВУЮ, СРЕДНЮЮ или ЧИСТОВУЮ, когда G187 не активна. Параметр «Средний» является заводской настройкой по умолчанию.
| ПРИМЕЧАНИЕ | Изменение настройки 85 на низкое значение может привести к тому, что машина будет работать так, как если бы она находилась в режиме точного останова. |
| ПРИМЕЧАНИЕ | Изменение настройки 191 на FINISH потребует больше времени для обработки детали. Используйте эту настройку только при необходимости для наилучшего результата. |
G187 Pm Ennnn задает как плавность, так и максимальное значение скругления углов. G187 Pm устанавливает плавность, но оставляет максимальное значение скругления углов на его текущем значении. G187 Ennnn задает максимальное скругление углов, но оставляет текущее значение сглаживания. G187 сама по себе отменяет значение E и устанавливает плавность на плавность по умолчанию, заданную настройкой 191. G187 будет отменена всякий раз, когда нажимается [RESET], выполняется M30 или M02, достигается конец программы или нажимается [EMERGENCY STOP]..
G195 Радиальное нарезание резьбы приводным инструментом вперед (диаметр) / G196 Радиальное нарезание резьбы приводным инструментом назад (диаметр) (Группа 09)
G-код на токарный станок HAAS
F — Скорость подачи на оборот (G99)
* U — Инкрементальное расстояние по оси X до дна отверстия
S — RPM, вызывается перед G195
X — Абсолютное положение оси X на дне отверстия
* Z — Абсолютное положение оси Z команда движения
R — положение плоскости R
* C — команда абсолютного движения по оси C
* Y — команда абсолютного движения по оси Y
* W — команда пошагового движения по оси Z
* E — об/мин для очистки от стружки (реверс шпинделя для удаления стружки после каждого отверстия)
* необязательный параметр
Этот G-код является модальным, поскольку он активирует постоянный цикл до тех пор, пока он не будет отменен или не будет выбран другой постоянный цикл. Цикл начинается с текущей позиции, касаясь заданной глубины по оси X. Можно использовать плоскость R.
S RPM положительное число. Нет необходимости запускать шпиндель в правильном направлении; управление делает это автоматически.
G195 / G196 Приводной инструмент Жесткое нарезание резьбы метчиком: [1] Быстрое нарезание резьбы, [2] Подача, [3] Начало или конец хода, [4] Начальная точка, [5] Поверхность детали, [6] Дно отверстия, [7] Осевая линия.

%
o61951 (G195 РАДИАЛЬНОЕ НАРЕЗАНИЕ РЕЗЬБЫ);
(G54 X0 Y0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 — инструмент);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G00 G54 X3,25 Z-0,75 C0. (Точка отсчета);
M08 (охлаждающая жидкость включена);
(НАЧАЛО ОБРАБОТКИ);
S500 (Выберите число оборотов в минуту);
G195 Х2. F0,05 (метчики до X2, дно отверстия);
G00 С180. (указатель оси C);
G00 С270. У-1. З-1. (Индексная ось C, позиционирование по оси YZ);
G80 (Отменить постоянный цикл);
(НАЧАЛО ЗАВЕРШЕНИЯ БЛОКОВ);
G00 Z0.25 M09 (Быстрый отвод, охлаждение отключено);
G53 X0 Y0 (исходное положение X и Y);
G53 Z0 (Z дома);
M30 (Конец программы);
%G198 Отключение синхронного управления шпинделем (группа 00)
G-код на токарный станок HAAS
G198 отключает синхронное управление шпинделем и позволяет независимо управлять главным шпинделем и вспомогательным шпинделем.
G199 Включение синхронного управления шпинделем (группа 00)
G-код на токарный станок HAAS
* R — Градусы, отношение фаз ведомого шпинделя к управляемому шпинделю
* необязательный параметро
Этот G-код синхронизирует скорость вращения двух шпинделей. Команды положения или скорости для следующего шпинделя, обычно вторичного шпинделя, игнорируются, когда шпиндели находятся в синхронном управлении. Однако М-коды на двух шпинделях управляются независимо.
Шпиндели остаются синхронизированными до тех пор, пока синхронный режим не будет отключен с помощью G198. Это происходит даже при отключении питания.
Значение R в блоке G199 позиционирует следующий шпиндель на заданное число градусов относительно отметки 0 на управляемом шпинделе .
Примеры значений R в блоках G199:
G199 R0.0 (следующее исходное положение шпинделя, отметка 0, совпадает с заданным исходным положением шпинделя, отметка 0);
G199 R30.0 (Исходная точка следующего шпинделя, 0-метка, расположена на +30 градусов от заданной исходной точки шпинделя, 0-метка);
G199 R-30.0 (Исходная точка следующего шпинделя, 0-метка, расположена на -30 градусов от заданной исходной точки шпинделя, 0-метка);
Когда значение R указано в блоке G199, система управления сначала сопоставляет скорость следующего шпинделя со скоростью управляемого шпинделя, а затем регулирует ориентацию ( значение R в блоке G199 ). Как только заданная ориентация R достигнута, шпиндели блокируются в синхронном режиме до тех пор, пока не будут отключены с помощью команды G198. Это также может быть достигнуто при нулевых оборотах.
%
o61991 (G199 ШПИНДЕЛИ СИНХРОНИЗАЦИИ);
(G54 X0 Y0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G20 G40 G80 G99 (безопасный запуск);
G00 G54 X2.1 Z0.5;
G98 M08 (Подача в минуту, включение СОЖ);
(НАЧАЛО ОБРАБОТКИ);
G01 Z-2.935 F60. (линейная подача);
M12 (подача воздуха включена);
M110 (зажим патрона вторичного шпинделя);
M143 P500 (Вторичный шпиндель до 500 об/мин);
G97 M04 S500 (основной шпиндель до 500 об/мин);
G99 (Подача на оборот);
M111 (Разжим патрона вторичного шпинделя);
M13 (Подача воздуха);
M05 (главный шпиндель выключен);
M145 (Вторичный шпиндель выключен);
G199 (Синхронизация шпинделей);
G00 В-28. (Быстрый вторичный шпиндель к торцу детали);
G04 P0.5 (Выдержка в течение 0,5 сек);
G00 B-29.25 (Подача вторичного шпинделя на деталь);
M110 (зажим патрона вторичного шпинделя);
G04 P0.3 (пауза в течение 0,3 сек);
M08 (включить охлаждающую жидкость);
G97 S500 M03 (Включить шпиндель на 500 об/мин, выключить CSS);
G96 S400 (CSS вкл., об/мин 400);
G01 X1.35 F0.0045 (линейная подача);
X-.05 (линейная подача);
G00 X2.1 M09 (быстрый отвод);
G00 В-28. (Быстрый подвод вторичный шпиндель к торцу детали);
G198 (Синхронизация шпинделя выключена);
M05 (Выключить главный шпиндель);
G00 G53 B-13.0 (вторичный шпиндель в положение резки);
G00 G53 Х-1. Y0 Z-11. (быстро на 1 позицию);
(*******вторая сторона детали********) G55 G99 (G55 для вторичного рабочего смещения шпинделя);
G00 G53 B-13.0;
G53 G00 Х-1. Y0 Z-11.;
G14;
T101 (Выбрать инструмент и смещение 1);
G50 S2000 (ограничить скорость вращения шпинделя до 1000 об/мин);
G97 S1300 M03;
G00 X2.1 Z0.5;
Z0.1 M08;
G96 S900;
G01 Z0 F0.01;
X-0.06 F0.005;
G00 X1.8 Z0.03;
G01 Z0.005 F0.01;
X1.8587 Z0 F0.005
G03 X1.93 Z-0.0356 K-0.0356
G01 X1.935 Z-0.35
G00 X2.1 Z0.5 M09 G97
S500
G15
G53 G00 X-1 Y0 Z- 11.;
(ЗАВЕРШЕНЕ);
G00 G53 X0 M09 (Х дома);
G53 Z0 (Z дома);
G28 Н0. (Размотать ось C);
M30 (Конец программы);
%Индекс G200 на ходу (группа 00)
G-код на токарный станок HAAS
U — Необязательное относительное перемещение по X до положения смены инструмента
W — Необязательное относительное перемещение по Z до положения смены инструмента
X — Необязательное конечное положение X
Z — Необязательное конечное положение Z
T — Требуемый номер инструмента и номер коррекции в стандартной форме
G200 Index on the Fly заставляет токарный станок отходить, менять инструменты и возвращаться к детали, чтобы сэкономить время.
| ОСТОРОЖНОСТЬ | G200 действительно ускоряет работу, но также требует большей осторожности. Удостоверьтесь, что вы хорошо проверили программу, со скоростью 5%, и будьте очень осторожны, если вы начинаете с середины программы. |
Обычно ваша строка смены инструмента состоит из нескольких строк кода, например:
G53 G00 Х0. (ДОСТАВЬТЕ БАШНЮ В БЕЗОПАСНУЮ ПОЛОЖЕНИЕ X TC);
G53 G00 Z-10. (ДОСТАВЬТЕ БАШНЮ В БЕЗОПАСНУЮ ПОЛОЖЕНИЕ Z TC);
Т202;
Используя G200, измените этот код на:
G200 T202 U.5 W.5 X8. Z2.;
Если T101 только что закончил обточку наружного диаметра детали, вам не нужно возвращаться в безопасное положение смены инструмента при использовании G200. Вместо этого (как в примере):
- Разжимается в текущем положении.
- Пошагово перемещается по осям X и Z на значения, указанные в U и W ( U.5 W.5 )
- Завершает смену инструмента в этой позиции.
- Используя новый инструмент и рабочие смещения, он быстро перемещается в положение XZ, указанное на линии G200 ( X8. Z2. ).
Все это происходит очень быстро и почти одновременно, так что попробуйте несколько раз, вдали от патрона.
Когда револьверная головка разжимается, она перемещается к шпинделю на небольшое расстояние (возможно, 0,1-0,2 дюйма), поэтому вам не нужно, чтобы инструмент находился прямо напротив ваших губок или цангового патрона, когда подается команда G200.
Поскольку перемещения U и W представляют собой возрастающие расстояния от того места, где в данный момент находится инструмент, если вы отпустите ручной толчок и начнете свою программу в новой позиции, револьверная головка переместится вверх и вправо от этой новой позиции. Другими словами, если вы вручную переднулись назад в пределах 0,5 дюйма от задней бабки, а затем скомандовали G200 T202 U.5 W1. X1. Z1., револьверная головка ударит по задней бабке, сдвинувшись на шаг W1 (на 1 дюйм вправо).. По этой причине вы можете настроить параметры 93 и 94, Зона ограниченного доступа задней бабки.
G211 Ручная настройка инструмента / G212 Автоматическая настройка инструмента
G-код на токарный станок HAAS
Т — номер инструмента. Может быть введен как Tnn или Tnnnn.
H — направление кончика инструмента. H-5 подойдет к зонду со стороны X (-), а H5 со стороны X (+).
* K — Обозначает цикл калибровки. (Значения 1 или 2)
* M — значение допуска поломки инструмента.
* C — Значение диаметра сверла. Действительно только с направлениями наконечника 5-8. Смещение будет скорректировано на половину этой величины (т. е. программа предполагает точку сверления под углом 90 градусов).
* X — Настройка точки подхода и начала цикла измерения.
* З— Отрегулируйте подход и начальные точки цикла измерения.
* B — позволяет пользователю использовать различную величину для перемещения инструмента по осям X или Z во время измерения (от начальной точки до положения над датчиком). Значение по умолчанию — 6 мм.
* U — отрегулируйте начальную точку X на H1-4.
* W — отрегулируйте начальную точку Z на H1-4.
* необязательный параметр
| ПРИМЕЧАНИЕ | Для кода G211 требуется код Tnnn либо непосредственно перед строкой G211, либо в той же строке. Для кода G211 также требуется код Hnnn. Для кода G212 требуется только код Hnnn в той же строке, но перед этим требуется вызов инструмента кода Tnnn. |
Использование ручной настройки инструмента G211
| ВАЖНО | Автоматический датчик инструмента должен быть откалиброван перед использованием G211/G212. |
Код G211 используется для установки начального смещения инструмента (X, Z или оба). Для использования щуп должен быть опущен. Код либо использует текущую коррекцию инструмента, если она была вызвана ранее, либо коррекцию инструмента можно выбрать с помощью T — кода. Цикл проверит инструмент, введет смещение и вернет инструмент в исходное положение.
Использование автоматической настройки инструмента G212
Код G212 используется для повторного измерения инструмента, для которого уже установлено смещение, например, после замены пластины. Его также можно использовать для проверки поломки инструмента. Инструмент будет перемещен из любого места в правильную ориентацию к измерительному щупу с помощью команды G212. Этот путь определяется переменной направления кончика инструмента H, эта переменная должна быть правильной, иначе инструмент может выйти из строя.
| ВАЖНО | Следует соблюдать осторожность при касании любых задних рабочих инструментов, чтобы не ударить шпиндель или заднюю стенку станка. Инструмент и коррекция должны быть вызваны Tnnn перед запуском G212, иначе будет сгенерирован сигнал тревоги. |
G234 Управление центральной точкой инструмента (TCPC) (Группа 08)
G-код на токарный станок HAAS
VMT — G234 — Управление центральной точкой инструмента (TCPC)
G234 Управление центральной точкой инструмента (TCPC) — это программная функция системы ЧПУ Haas, которая позволяет станку правильно выполнять контурную 4- или 5-осевую программу, когда заготовка не находится в точном месте, указанном программой, созданной CAM..
Это устраняет необходимость повторной отправки программы из CAM-системы, когда запрограммированное и фактическое расположение заготовки отличаются. Система ЧПУ Haas объединяет известные центры вращения для осей вращения (MRZP) и положение заготовки (например, активное смещение нулевой точки G54 ) в систему координат.
TCPC следит за тем, чтобы эта система координат оставалась фиксированной относительно стола; при вращении осей вращения линейная система координат вращается вместе с ними. Как и любая другая рабочая установка, к заготовке должно быть применено рабочее смещение. Это сообщает системе ЧПУ Haas, где находится заготовка на столе станка.
TCPC активируется с помощью G234. G234 отменяет предыдущий H-код. Поэтому H-код должен быть помещен в тот же блок, что и G234. G234 отменяется G49, G42 и G44.
| ПРИМЕЧАНИЕ | Оси вращения должны быть в 0 перед командой G234. |
G-код TCPC программируется из всплывающей подсказки. СЧПУ известны центры вращения для осей вращения (MRZP), положение заготовки (активное смещение нулевой точки) и смещение длины инструмента. Система управления использует эти данные для расчета положения вершины инструмента относительно активной коррекции нулевой точки и поддерживает статическое положение вершины инструмента посредством поворотных движений подачи.
| ПРИМЕЧАНИЕ | Положение кончика инструмента не сохраняется во время быстрых вращательных движений. Не программируйте быстрые перемещения, пока TCPC активен. |
Примечания программиста G234
Эти нажатия клавиш и программные коды отменяют G234:
- [ЭКСТРЕННАЯ ОСТАНОВКА]
- [ПЕРЕЗАГРУЗИТЬ]
- [РУЧНОЙ ТОЛЧОК]
- [СПИСОК ПРОГРАММ]
- M02 — Конец программы
- M30 — Конец программы и сброс
- G43 — Компенсация длины инструмента +
- G49 — G43/G44/G143 Отмена
Эти коды НЕ отменят G234:
- M00 — Остановка программы
- M01 — Дополнительный стоп
Эти нажатия клавиш и программные коды влияют на G234:
- G234 вызывает TCPC и отменяет G43.
- При использовании коррекции на длину инструмента должна быть активна либо G43, либо G234. G43 и G234 не могут быть активны одновременно.
- G234 отменяет предыдущий H-код. Поэтому H-код должен быть помещен в тот же блок, что и G234.
- G234 нельзя использовать одновременно с G254 (DWO).
Эти коды игнорируют 234:
- G28 — Возврат в нулевую точку станка через дополнительную контрольную точку
- G29 — Перемещение к местоположению через опорную точку G29
- G53 — Покадровый выбор координат станка
- M06 — Смена инструмента
При вызове G234 (TCPC) заготовка вращается. Если положение близко к пределам хода, вращение может привести к тому, что текущая рабочая позиция выйдет за пределы пределов хода, что вызовет сигнал тревоги превышения хода. Чтобы решить эту проблему, подайте команду станку в центр рабочего смещения (или рядом с центром стола на UMC), а затем вызовите G234 (TCPC).
G234 (TCPC) предназначен для одновременных 4- и 5-осевых программ контурной обработки. Для использования G234 требуется активное смещение нулевой точки (G54, G55 и т. д.).
G241 Постоянный цикл радиального сверления (группа 09)
G-код на токарный станок HAAS
C — Команда абсолютного перемещения по оси C
F — Скорость подачи
R — Положение плоскости R (диаметр)
X — Положение дна отверстия (диаметр)
* Y — Команда абсолютного перемещения по оси Y
* Z — Команда абсолютного перемещения по оси Z
*необязательный параметр
G241 Стандартный цикл радиального сверления: [1] Ускорение, [2] Подача, [3] Начало или конец хода, [4] Начальная точка, [5] Плоскость R, [6] Поверхность детали, [Z] Дно отверстия, [8] Осевая линия.

%
o62411 (G241 РАДИАЛЬНОЕ СВЕРЛЕНИЕ);
(G54 X0 Y0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 — сверло);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G98 (подача в минуту);
G00 G54 Х5. Z-0,75 (Быстрый переход в 1-ю позицию);
P1500 M133 (приводной инструмент по часовой стрелке при 1500 об/мин);
M08 (охлаждающая жидкость включена);
(НАЧАЛО ОБРАБОТКИ);
G241 X2.1 Y0.125 Z-1.3 C35. Р4. Ф20. (Начало G241);
X1,85 Y-0,255 Z-0,865 C-75. (следующая позиция);
(ЗАВЕРШЕНИЕ);
G00 Z1. M09 (быстрый отвод, отключение охлаждающей жидкости);
M135 (приводной инструмент выключен);
G53 X0 Y0 (Исходное положение X и Y);
G53 Z0 (Z исходное положение);
M30 (Конец программы);
%G242 Постоянный цикл радиального точечного сверления (группа 09)
G-код на токарный станок HAAS
C — Команда абсолютного перемещения по оси C
F — Скорость подачи
P — Время пребывания на дне отверстия
R — Положение плоскости R (диаметр)
X — Положение дна отверстия (диаметр)
* Y — Движение по оси Y команда
* Z — команда движения по оси Z
* необязательный параметр
Этот G-код является модальным. Он остается активным до тех пор, пока не будет отменен ( G80 ) или выбран другой постоянный цикл. После активации каждое движение Y и/или Z выполняет этот постоянный цикл.
| ПРИМЕЧАНИЕ | Значения P являются модальными. Это означает, что если вы находитесь в середине постоянного цикла и используется G04 Pnn или M97 Pnn, значение P будет использоваться для задержки/подпрограммы, а также для постоянного цикла. |
G242 Стандартный цикл радиального центровочного сверления: [1] Ускоренное, [2] Подача, [3] Начальная точка, [4] Плоскость R, [5] Поверхность детали, [6] Задержка на дне отверстия, [7] Осевая линия.

%(G242);
(G54 X0 Y0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 — точечное сверление);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G98 (подача в минуту);
G00 G54 Х5. Y0.125 Z-1.3 (Быстрый переход в 1-ю позицию);
P1500 M133 (приводной инструмент по часовой стрелке при 1500 об/мин);
M08 (охлаждающая жидкость включена);
(НАЧАЛО ОБРАБОТКИ);
G241 X2.1 Y0.125 Z-1.3 C35. Р4. Р0,5 F20.;
(Просверлить до X2.1);
X1,85 Y-0,255 Z-0,865 C-75. P0.7 (следующая позиция);
(ЗАВЕРШЕНИЕ);
G00 Z1. M09 (быстрый отвод, отключение охлаждающей жидкости);
M135 (приводной инструмент выключен);
G53 X0 Y0 (Исходное положение X и Y);
G53 Z0 (Z исходное положение);
M30 (Конец программы);
%G243 Постоянный цикл радиального сверления с нормальным выводом сверления (группа 09)
G-код на токарный станок HAAS
C — Команда абсолютного перемещения по оси C
F — Скорость подачи
* I — Размер первой глубины резания
* J — Величина уменьшения глубины резания при каждом проходе
* K — Минимальная глубина резания
* P — Время пребывания на дне отверстия
* Q — значение врезки, всегда инкрементальное
R — положение плоскости R (диаметр)
X — положение дна отверстия (диаметр)
* Y — команда абсолютного перемещения по оси Y
* Z — команда абсолютного перемещения по оси Z
* необязательный параметр
| ПРИМЕЧАНИЕ | Значения P являются модальными. Это означает, что если вы находитесь в середине постоянного цикла и используется G04 Pnn или M97 Pnn, значение P будет использоваться для задержки/подпрограммы, а также для постоянного цикла. |
G243 Стандартный цикл радиального сверления с нормальным периодическим отводом: [1] Быстрое, [2] Подача, [3] Начало или конец хода, [4] Плоскость R, [#52] Настройка 52, [5] Плоскость R, [6] Деталь поверхность, [#22] Параметр 22, [7] Задержка на дне отверстия, [8] Осевая линия.

Примечания по программированию: Если указаны I, J и K, выбирается другой режим работы. Первый проход будет резать на значение I, каждый последующий пропил будет уменьшаться на величину J, а минимальная глубина резания равна K. Не используйте значение Q при программировании с помощью I, J и K.
Параметр 52 изменяет способ работы G243 , когда он возвращается в плоскость R. Обычно плоскость R устанавливается далеко за пределы реза, чтобы гарантировать, что движение, удаляющее стружку, позволит ей пройти через отверстие. Однако это напрасное движение при первом сверлении через это пустое пространство. Если настройка 52 установлена на расстояние, необходимое для удаления стружки, плоскость R можно расположить намного ближе к просверливаемой детали. Когда происходит чистое движение к R , Z будет перемещена дальше R на это значение в настройке 52. Настройка 22 — это величина, на которую нужно подать X , чтобы вернуться в ту же точку, в которой произошло отвод.
%
o62431 (G243 РАДИАЛЬНЫЙ ЦИКЛ СВЕРЛЕНИЯ);
(G54 X0 Y0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 — сверло);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G98 (подача в минуту);
G00 G54 Х5. Y0.125 Z-1.3 (Быстрый переход в 1-ю позицию);
P1500 M133 (приводной инструмент по часовой стрелке при 1500 об/мин);
M08 (охлаждающая жидкость включена);
G243 X2.1 Y0.125 Z-1.3 C35. Р4. Q0.25 F20.;
(Просверлить до X2.1);
X1,85 Y-0,255 Z-0,865 C-75. Q0.25 (Следующая позиция);
G00 Z1. (быстрое движение);
M135 (приводной инструмент выключен);
G00 G53 X0 M09(X исходное положение, охлаждающая жидкость отключена);
G53 Z0;
М00;
(G243 - РАДИАЛЬНОЕ СВЕРЛЕНИЕ С ОТВЕРСТИЕМ I,J,K);
G00 G54 Х5. Y0.125 Z-1.3 (Быстрый переход в 1-ю позицию);
P1500 M133 (приводной инструмент по часовой стрелке - 1500 об/мин);
M08 (охлаждающая жидкость включена);
G243 X2.1 Y0.125 Z-1.3 I0.25 J0.05 K0.1 C35. Р4. F5.;
(Просверлить до X2.1);
X1,85 Y-0,255 Z-0,865 I0,25 J0,05 K0,1 C-75.;
(следующая позиция);
(ЗАВЕРШЕНИЕ);
M135 (Выключить приводной инструмент);
G00 G53 X0 Y0 M09 (X и Y в исходное положение, охлаждающая жидкость отключена);
G53 Z0 (Z дома);
M30 (Конец программы);
%G245 Постоянный цикл радиального растачивания (группа 09)
G-код на токарный станок HAAS
C — Команда абсолютного перемещения по оси C
F — Скорость подачи
R — Положение плоскости R (диаметр)
X — Положение дна отверстия (диаметр)
* Y — Команда абсолютного перемещения по оси Y
* Z — Команда абсолютного перемещения по оси Z
*необязательный параметр
G245 Постоянный цикл радиального растачивания: [1] Быстрое, [2] Подача, [3] Начало или конец хода, [4] Начальная точка, [5] Плоскость R, [6] Поверхность детали, [Z] Дно отверстия, [8] Осевая линия.

%
o62451 (G245 РАДИАЛЬНОЕ РАСТАСЧИВАНИЕ);
(G54 X0 Y0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 — расточный инструмент);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G98 (подача в минуту);
G00 G54 Х5. Y0.125 Z-1.3 (Быстрый переход в 1-ю позицию);
P500 M133 (приводной инструмент по часовой стрелке при 500 об/мин);
M08 (охлаждающая жидкость включена);
(НАЧАЛО ОБРАБОТКИ);
G245 X2.1 Y0.125 Z-1.3 C35. Р4. Ф20.;
(расточка до X2.1);
X1,85 Y-0,255 Z-0,865 C-75. (следующая позиция);
(ЗАВЕРШЕНИЕ);
G00 Z1. M09 (быстрый отвод, отключение охлаждающей жидкости);
M135 (привод выключен);
G53 X0 Y0 (исходное положение X и Y);
G53 Z0 (Z дома);
M30 (Конец программы);
%G246 Постоянный цикл радиального отверстия и упора (группа 09)
G-код на токарный станок HAAS
C — Команда абсолютного перемещения по оси C
F — Скорость подачи
R — Положение плоскости R (диаметр)
X — Положение дна отверстия (диаметр)
* Y — Команда абсолютного перемещения по оси Y
* Z — Команда абсолютного перемещения по оси Z
*необязательный параметр
Этот G-код останавливает шпиндель, когда инструмент достигает дна отверстия. Инструмент отводится после остановки шпинделя.
%
o62461 (G246 Стандартный цикл радиального растачивания с остановом);
(G54 X0 Y0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 — расточный инструмент);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G98 (подача в минуту);
G00 G54 Х5. Y0.125 Z-1.3 (Быстрый переход в 1-ю позицию);
P500 M133 (приводной инструмент по часовой стрелке при 500 об/мин);
M08 (охлаждающая жидкость включена);
(НАЧАЛО ОБРАБОТКИ);
G246 X2.1 Y0.125 Z-1.3 C35. Р4. Ф20.;
(расточка до X2.1);
X1,85 Y-0,255 Z-0,865 C-75. (следующая позиция);
(ЗАВЕРШЕНИЕ);
G00 Z1. M09;
M135 (приводной инструмент выключен);
G53 X0 Y0 (Исходное положение X и Y);
G53 Z0 (Z исходное положение);
M30 (Конец программы);
%
G249 Стандартный цикл радиального растачивания с задержкой
G-код на токарный станок HAAS
C — Команда абсолютного движения по оси C
F — Скорость подачи
P — Время пребывания на дне отверстия
R — Положение плоскости R
X — Положение дна отверстия
* Y — Команда движения по оси Y
*Z — Z- команда движения оси
* необязательный параметр
| ПРИМЕЧАНИЕ | Значения P являются модальными. Это означает, что если вы находитесь в середине постоянного цикла и используется G04 Pnn или M97 Pnn, значение P будет использоваться для задержки/подпрограммы, а также для постоянного цикла. |
G249 Стандартный цикл радиального растачивания и выдержки: [1] Ускорение, [2] Подача, [3] Начальная точка, [4] Плоскость R, [5] Поверхность детали, [6] Выдержка на дне отверстия, [7] Осевая линия.

%
o62491 (G249 Стандартный цикл радиального растачивания с задержкой);
(G54 X0 Y0 находится в центре вращения);
(Z0 находится на лицевой стороне детали);
(T1 — расточный инструмент);
(НАЧАЛО ПОДГОТОВКИ БЛОКОВ);
T101 (Выбрать инструмент и смещение 1);
G00 G18 G20 G40 G80 G99 (безопасный запуск);
G98 (подача в минуту);
G00 G54 Х5. Y0.125 Z-1.3 (Быстрый переход в 1-ю позицию);
P500 M133 (приводной инструмент по часовой стрелке при 500 об/мин);
M08 (охлаждающая жидкость включена);
(НАЧАЛО ОБРАБОТКИ);
G249 X2.1 Y0.125 Z-1.3 C35. Р4. P1.35 F20.;
(расточка до X2.1);
X1,85 Y-0,255 Z-0,865 C-75. P1.65 (следующая позиция);
(ЗАВЕРШЕНИЕ);
G00 Z1. M09 (быстрое втягивание, охлаждение выключено);
M135 (приводной инструмент выключен);
G53 X0 Y0 (исходное положение X и Y);
G53 Z0 (Z дома);
M30 (Конец программы);
%G250 Отмена масштабирования (группа 11)
G-код на токарный станок HAAS
G250 отменяет дополнительную функцию масштабирования. Любая ось, масштабированная предыдущей командой G251, больше не действует.
G251 Масштабирование (группа 11)
G-код на токарный станок HAAS
| ПРИМЕЧАНИЕ | Вы должны приобрести опцию Rotation and Scaling, чтобы использовать этот G-код. |
* X — Центр масштабирования для оси X
* Y — Центр масштабирования для оси Y
* Z — Центр масштабирования для оси Z
* P — Коэффициент масштабирования для всех осей; трехзначный десятичный знак от 0,001 до 999,999
*необязательный параметр
G251 [X…] [Y…] [Z…] [P…];
Система управления всегда использует центр масштабирования для определения масштабируемой позиции. Если вы не укажете центр масштабирования в командном блоке G251, тогда система управления использует последнюю заданную позицию в качестве центра масштабирования.
С помощью команды масштабирования ( G251 ) система управления умножает на коэффициент масштабирования ( P ) все конечные точки X, Y, Z, A, B и C для ускоренных, линейных и круговых подач. G251 также масштабирует I, J, K и R для G02 и G03. Элемент управления смещает все эти положения относительно центра масштабирования.
Существует (3) способа указать коэффициент масштабирования:
- Код адреса P в блоке G251 применяет указанный коэффициент масштабирования ко всем осям.
- Параметр 71 применяет свое значение в качестве коэффициента масштабирования ко всем осям, если оно имеет ненулевое значение и вы не используете адресный код P.
- Настройки 188, 189 и 190 применяют свои значения как коэффициенты масштабирования к осям X, Y и Z независимо, если вы не укажете значение P, а настройка 71 имеет нулевое значение. Эти настройки должны иметь одинаковые значения, чтобы использовать их с командами G02 или G03.
G251 влияет на все соответствующие значения позиционирования в блоках после команды G251.
G254 Динамическое смещение нулевой точки (DWO) (группа 23)
G-код на токарный станок HAAS
G254 Dynamic Work Offset (DWO) похож на TCPC, за исключением того, что он предназначен для использования с позиционированием 3+1 или 3+2, а не для одновременной 4- или 5-осевой обработки. Если программа не использует оси B и C, нет необходимости использовать DWO.
VMT — G254 — Динамическая рабочая коррекция (DWO) (Группа 23)
Режим по умолчанию для программирования VR/GM-2-5AX отслеживает положение торца шпинделя, добавляя вектор длины поворота к положению точки поворота оси B/C. Параметр 305 сохраняет величину этого вектора. Если компенсация длины инструмента активна, активное смещение инструмента добавляется к величине вектора длины поворота для отслеживания вершины инструмента.
СЧПУ известны центры вращения для осей вращения (MRZP), положение заготовки (активное смещение нулевой точки) и смещение длины инструмента. Система управления использует эти данные для расчета положения острия инструмента относительно активного рабочего смещения при перемещении острия инструмента.
Используйте этот режим для позиционирования по осям 3+1 или 3+2. Регулировка длины поворота и компенсация длины инструмента не предназначены для одновременной обработки по 4-й или 5-й осям. Программное обеспечение VMT всегда использует регулировку длины поворота и компенсацию длины инструмента, если это не перекрывается функцией управления центральной точкой инструмента (TCPC).
Регулировка длины оси вращения и компенсация длины инструмента заменяют динамические рабочие смещения (DWO) G254 на GM-2-5AX. G254 недоступен на GM-2-5AX.
| ОСТОРОЖНО | Перед вращательным движением используйте команду движения немодальной координаты станка G53, чтобы безопасно отвести инструмент от заготовки и оставить зазор для движения по оси Z. Подайте команду оси Z в исходное положение. Управляйте вращательным движением. Задайте положение осей X, Y и Z перед командой резки, даже если она вызывает текущую позицию. Программа должна указать положение осей X и Y в одном блоке и положение оси Z в отдельном блоке. |
Примечания программиста G254
Эти нажатия клавиш и программные коды отменят G254:
- [ЭКСТРЕННАЯ ОСТАНОВКА]
- [ПЕРЕЗАГРУЗИТЬ]
- [РУЧНОЙ ТОЛЧОК]
- [СПИСОК ПРОГРАММ]
- G255 — Отмена DWO
- M02 — Конец программы
- M30 — Конец программы и сброс
Эти коды НЕ отменят G254:
- M00 — Остановка программы
- M01 — Дополнительный стоп
Некоторые коды игнорируют G254. Эти коды не будут применять вращательные дельты:
- *G28 — Возврат к нулевой точке станка через необязательную контрольную точку
- *G29 — Перемещение к местоположению через опорную точку G29
- G53 — Покадровый выбор координат станка
- M06 — Смена инструмента
*Настоятельно рекомендуется не использовать G28 или G29, пока активна G254, а также когда оси B и C не равны нулю.
G255 Отменить динамическую рабочую коррекцию (DWO) (группа 23)
G-код на токарный станок HAAS
G255 отменяет G254 Dynamic Work Offset (DWO).
G266 Линейное быстрое % движение видимых осей
G-код на токарный станок HAAS
E — Быстрая скорость.
P — номер параметра оси. Пример P1 = X, P2 = Y, P3 = Z.
I — Команда положения координат станка.
В приведенном ниже примере команда оси X перемещается в положение X-1.
по ускоренной ставке 10%.
%
G266 E10. P1 I-1
%
Для использования толкателя устройства подачи прутка в качестве упора. Пример ниже дает команду оси устройства подачи прутка переместиться на -10. Из дома (слева) @ 10% быстрой скорости.
%
G266 E10. P13 I-10.
%
Чтобы загрузить толкатель, выберите [ВОССТАНОВИТЬ], затем появится возможность загрузить толкатель.
| ПРИМЕЧАНИЕ | Перед обработкой обязательно втяните толкатель. |
Система координат элементов G268 / G269 (группа 14)
G-код на токарный станок HAAS
X — координата X начала системы координат объекта в WCS.
Y — координата Y начала системы координат объекта в WCS.
Z — координата Z начала системы координат объекта в WCS.
* I — Поворот системы координат элемента вокруг оси X рабочей системы координат.
* J — Поворот системы координат объекта вокруг оси Y рабочей системы координат.
* K — Вращение системы координат элемента вокруг оси Z рабочей системы координат.
* Q — Qnnn используется для определения порядка, в котором будут применяться повороты I,J,K. Значение по умолчанию, используемое, если Q опущено, Q321вращается вокруг Z, затем Y, затем X. Q123 вращается вокруг X, затем Y, затем Z.
* необязательный параметр
G268 — это 5-осевой G-код, используемый для определения системы координат объекта с наклоном относительно рабочей системы координат. Постоянные циклы и G-коды нормально работают в системе координат объекта. Перед активацией G268 необходимо активировать компенсацию длины инструмента G43. Однако преобразование из рабочей системы координат в систему координат элемента выполняется независимо от смещения длины инструмента. Вызов G268 устанавливает только систему координат элемента. Это не вызывает движения ни по одной из осей. После вызова G268 необходимо вызвать текущую позицию шпинделя. G269 используется для отмены G268 и возврата WCS.
Есть два способа задать систему координат объекта с помощью G268. Первый заключается в том, чтобы задать оси B и C под нужным углом и указать только начало системы координат объекта с помощью G268. Плоскость системы координат элемента будет плоскостью, нормальной к оси шпинделя в момент вызова G268.
| ПРИМЕЧАНИЕ | G99 + G268 поддерживается только для использования с приводным инструментом, но не для использования с токарным шпинделем. |
Команды абсолютного положения G390 / G391 инкрементного положения (группа 03)
Эти G-коды изменяют способ интерпретации осевых команд.
Команды осей, следующие за G390, будут перемещать ось в заданное положение относительно начала системы координат, используемой в настоящее время.
Команды для осей, следующие за G391, перемещают ось на это расстояние от текущей точки.
G391 несовместим с G143 (5-осевая компенсация длины инструмента).


